Automatic Controlled Electric Fire Pump Equipment Compatible with Multiple Fire Codes
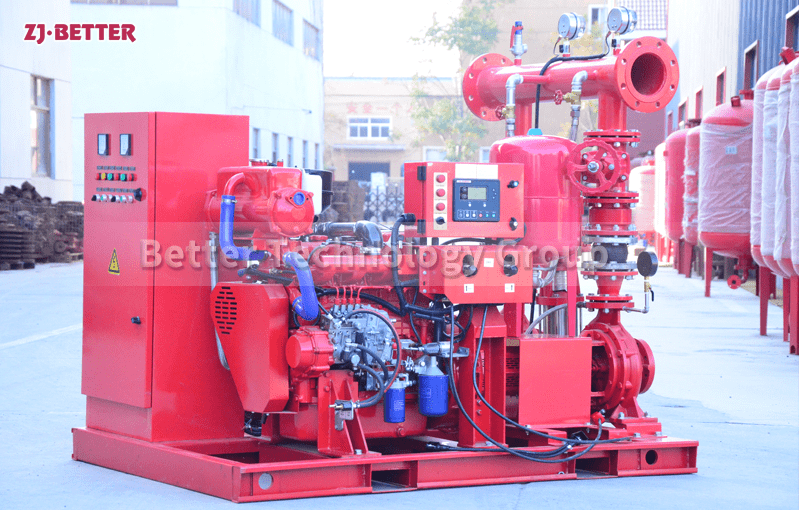
The automatic control electric fire pump system has efficient water supply capacity, stable pressure output and reliable continuous operation performance. It has a compact structure and is suitable for industrial plants, high-rise buildings, municipal engineering and fire water supply systems. It meets the needs of various fire protection conditions, is easy to install and maintain, and ensures safe operation in fire protection.
This automatically controlled electric fire pump is designed to meet various building fire protection standards. The overall system revolves around three key requirements: high-reliability water supply, highly automated control, and long-term stable operation. It is suitable for high-rise buildings, commercial complexes, industrial plants, warehousing and logistics centers, municipal public facilities, and various fixed fire protection systems. The equipment uses an electric motor as its main power source. Through precise matching of a high-efficiency motor and a fire-specific pump body, it achieves high flow rate, high head, and rapid response capabilities under rated operating conditions. This ensures that stable water pressure can be quickly established in the early stages of a fire, providing a continuous and reliable fire-fighting water source for sprinkler systems, fire hydrant systems, and other fire-fighting terminals. The pump body structure is based on fluid dynamics optimization design, with smooth internal flow channels and low hydraulic loss. This effectively reduces energy consumption while maintaining output pressure and minimizes mechanical wear caused by turbulence and cavitation, thereby extending the overall service life of the machine. Key flow components are made of high-strength wear-resistant materials, possessing excellent corrosion resistance and impact resistance. It can adapt to different water quality conditions and complex operating environments, making it particularly suitable for fire protection applications with extremely high requirements for equipment stability and safety. The automatic control system is one of the key advantages of this electric fire pump. The entire system integrates an intelligent control cabinet, enabling automatic start/stop, pressure monitoring, operational status display, and multiple fault alarms. When the pipeline pressure falls below the set value or a fire alarm signal is triggered, the system can automatically start the pump unit in a very short time without manual intervention, significantly improving fire response speed and reducing the risk of delays caused by human operation. The control system uses mature and reliable electrical components and logic control schemes, possessing excellent anti-interference capabilities and maintaining stable operation even under voltage fluctuations or complex conditions. It also supports multiple start modes and control logic configurations, allowing for flexible adjustments based on different building fire protection codes and project requirements. To meet the application needs of fire protection standards in various regions and building types, this electric fire pump was designed with full consideration of the requirements of different fire protection codes regarding flow rate, pressure, backup capacity, and operational safety. The system can be configured with a main pump, a backup pump, and a pressure stabilizing device according to project needs, forming a complete fire water supply solution and ensuring reliable fire water supply capacity even during main equipment malfunctions or maintenance. The equipment boasts a rational overall structural layout, with pump units, motors, piping, and control cabinets designed as a complete set. Clear installation interfaces and a short on-site construction period effectively reduce installation costs and minimize subsequent maintenance difficulties. The reinforced base structure provides excellent overall rigidity and vibration damping, effectively reducing vibration and noise during long-term operation and minimizing impact on the surrounding environment and building structures. The motor utilizes high-efficiency components, exhibiting low temperature rise and stable power output during operation, enabling continuous operation under rated conditions for extended periods, meeting the stringent requirements of fire protection systems for continuous water supply. Furthermore, the equipment excels in safety protection, featuring multiple built-in protection mechanisms including overload protection, phase loss protection, short circuit protection, and abnormal status alarms. These mechanisms promptly issue warnings or implement protective measures when equipment malfunctions, effectively preventing system failures due to equipment failure. This automatic control electric fire pump also offers significant advantages in maintenance and management. Its modular design facilitates the replacement and repair of key components, reducing daily maintenance workload and costs, making it particularly suitable for fire protection systems requiring long-term operation and extremely high equipment reliability. Through the organic combination of intelligent control and high-quality mechanical structure, this equipment can not only provide a strong fire water supply guarantee in emergency situations, but also take into account energy saving, stability and sustainable operation capabilities, providing a professional solution for various building fire protection systems that is efficient, safe and meets multiple fire protection standards.








-2.jpg)