Precision Engineered Centrifugal Fire Pump for Stable Pressure Output
Precision engineered centrifugal fire pump designed for stable pressure output and efficient water supply. Features corrosion-resistant stainless steel construction, low noise operation, energy-saving motor, and reliable continuous performance, ideal for residential, commercial, and fire protection boosting systems.
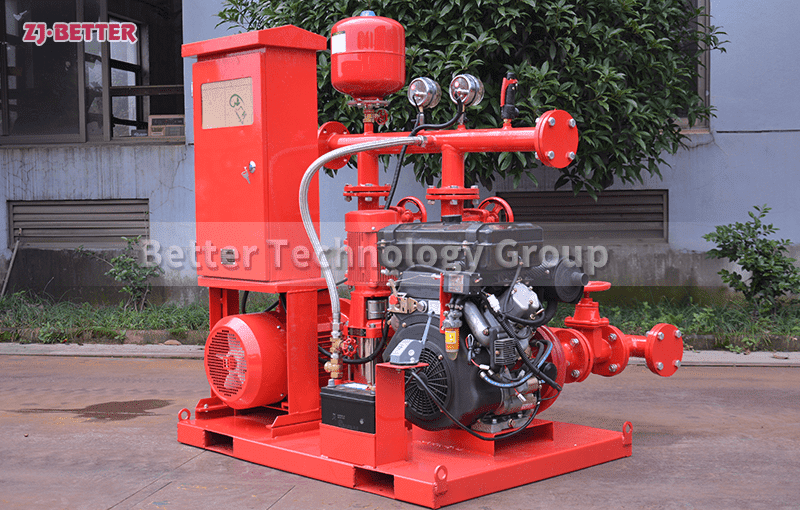
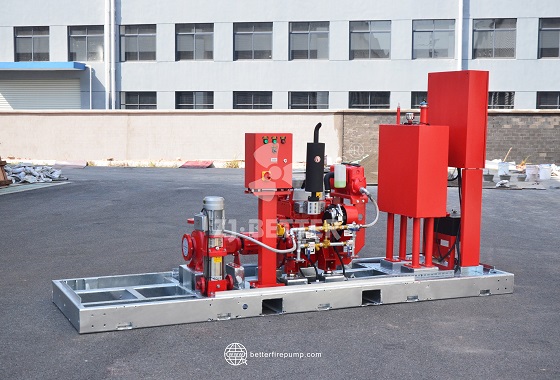
Precision-manufactured centrifugal fire pumps provide stable pressure output and are high-efficiency devices designed specifically for modern water supply systems and fire protection needs. Their core value lies in achieving continuous and stable pressure output through advanced manufacturing processes and optimized hydraulic models, thus providing reliable water supply in various complex application scenarios. These devices are widely used in residential water supply systems, small commercial buildings, industrial auxiliary water supply, and fire booster systems, performing particularly well in applications requiring high water pressure stability. Structurally, these centrifugal fire pumps typically employ a compact, integrated design, highly integrating the motor and pump body, effectively reducing floor space and simplifying installation. This design allows for rapid deployment in various confined spaces. Its rational overall structure and smooth flow channels significantly reduce energy loss during operation, thereby improving overall efficiency. Regarding core components, the pump body and impeller are primarily made of high-quality stainless steel, possessing excellent corrosion resistance and mechanical strength. Even in prolonged contact with water sources or complex water quality environments, it maintains stable operation, preventing performance degradation due to corrosion or wear, thus extending the equipment’s service life. In terms of hydraulic performance, the precision-manufactured impeller has undergone multiple optimizations, resulting in smoother and more stable water flow within the pump body, reducing eddies and impact losses, thus achieving more… Uniform pressure output is crucial for fire protection systems, as stable water pressure ensures the proper functioning of sprinkler systems and fire hoses during a fire, thereby improving fire extinguishing efficiency and reducing fire damage. In terms of the power system, this equipment is typically equipped with a high-efficiency electric motor, characterized by rapid start-up, smooth operation, and low energy consumption. It maintains a low energy consumption level during daily operation, and its optimized design reduces noise and vibration, making it particularly suitable for installation in indoor locations with high environmental requirements, such as underground equipment rooms, residential areas, or commercial buildings. Regarding continuous operation, this centrifugal fire pump exhibits excellent thermal stability through reasonable heat dissipation. The thermal structure design and high-efficiency motor cooling system ensure stable performance even during long-term operation, preventing output degradation due to temperature rise. Meanwhile, its bearings and sealing system undergo precision machining and rigorous testing to effectively reduce friction and leakage, further enhancing reliability and durability. In terms of control and operation, the equipment typically supports both automatic and manual control modes, allowing flexible switching according to actual needs. It can automatically start when linked with a fire suppression system and responds rapidly to drops in pipeline pressure or fire signals, ensuring the system receives sufficient water supply immediately. The control system also features operational status monitoring and fault reporting. The alarm function provides real-time feedback on equipment operation, helping maintenance personnel to promptly identify and address potential problems, thereby reducing the risk of equipment failure. In terms of safety, this type of equipment is designed with multiple protection mechanisms, including overload protection, overheat protection, and motor protection. In abnormal situations, it can automatically stop operation or issue an alarm, effectively preventing equipment damage and ensuring safe system operation. Regarding installation and maintenance, its compact structure and reasonable design allow users to flexibly arrange the equipment according to site conditions. The installation process is simple and quick, and daily maintenance is also convenient. Key components are easy to disassemble and replace, greatly reducing maintenance costs and time. In terms of application… This precision-manufactured centrifugal fire pump can serve not only as a booster in fire protection systems but also as a pressure booster in domestic water supply systems and a stabilized water supply in industrial water systems. Its multi-functionality allows for flexible application in various scenarios, meeting diverse needs. In terms of energy conservation, the equipment achieves high energy utilization through optimized hydraulic design and motor efficiency, effectively reducing energy consumption while ensuring performance output. This is of great significance for long-term water supply systems, not only reducing operating costs but also aligning with current energy-saving and environmental protection trends. Regarding reliability, the equipment typically undergoes rigorous performance testing and quality inspection before leaving the factory, including pressure testing… Through rigorous testing, flow rate testing, and long-term operational testing, this equipment ensures it meets design standards and maintains stable performance in actual use. Even in complex environments, such as those with high humidity or significant temperature fluctuations, the equipment maintains excellent operational status, thanks to its high-quality material selection and precision manufacturing process. In practical use, this centrifugal fire pump effectively solves problems of insufficient water pressure or unstable water supply, providing reliable water supply through continuous and stable pressure output. Especially in fire protection systems, its stability directly affects fire extinguishing efficiency and safety. Therefore, high reliability has always been the core objective in the design and manufacturing of this equipment, continuously optimized… With its optimized structure and performance, the precision-manufactured centrifugal fire pump can play a vital role in critical moments. Overall, with its stable pressure output, high-efficiency operation, and reliable structural design, the precision-manufactured centrifugal fire pump has become an important component of modern water supply and fire protection systems. Its excellent performance in various application scenarios not only improves the overall efficiency of the system but also provides users with safer and more efficient solutions. With continuous technological advancements, this type of equipment will continue to develop in terms of intelligence, energy saving, and high efficiency. Through continuous innovation and optimization, it will provide more advanced and reliable technical support for the future water supply and fire protection fields, thereby playing an even more important role in protecting life and property safety.