Powerful Diesel Fire Pump Unit for Continuous Heavy-Duty Operation
Powerful diesel fire pump unit designed for continuous heavy-duty operation, delivering high head and large flow for reliable firefighting performance. Features stable output, efficient cooling system, low maintenance design, and intelligent control, ideal for industrial facilities, warehouses, energy projects, and critical fire protection applications.
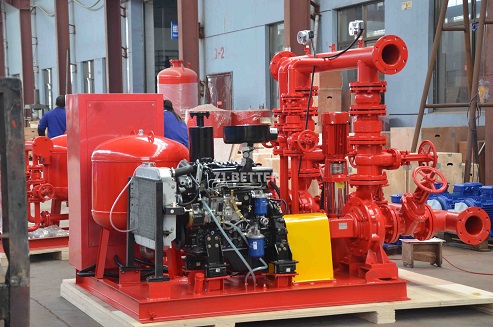
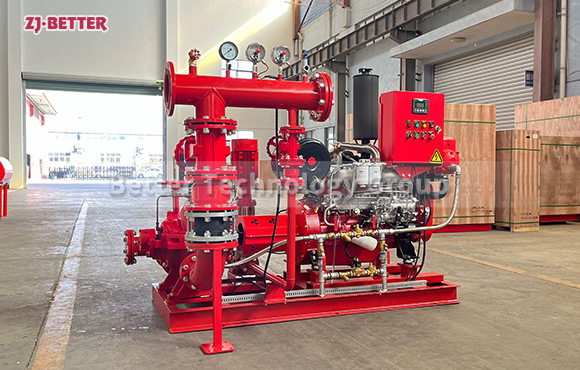
Powerful diesel fire pump units are suitable for continuous high-load operation environments. They are core fire-fighting and water supply equipment designed specifically for high-intensity firefighting operations and complex conditions. They play a crucial role in various industrial, energy, warehousing, and large-scale infrastructure projects, demonstrating irreplaceable advantages, especially in scenarios requiring long-term continuous water supply and high stability. These units use a diesel engine as the primary power source, combined with a high-efficiency centrifugal pump system. Through precise design and system integration, they achieve a perfect combination of high head, large flow rate, and long-term continuous operation capability. This ensures the rapid establishment of a stable and reliable water supply system in the event of a fire, providing continuous water support for the fire-fighting system. In terms of structural design, this fire pump unit typically adopts a heavy-duty base and a high-strength steel structure frame, with a compact and reasonable overall layout. This ensures the stability of the equipment during transportation and installation, and also improves its seismic resistance and impact resistance during operation. It is particularly suitable for industrial sites with high vibration or complex environmental conditions. Its core pump body is manufactured using high-precision casting technology, and the impeller has undergone multiple fluid simulation optimization designs to make the water flow channel smoother, thereby effectively reducing hydraulic losses and improving pumping efficiency. It can maintain stable output performance even during long-term operation, avoiding the impact of efficiency decline on fire extinguishing effect. In terms of the power system, the diesel engine has strong torque output and excellent fuel efficiency. With its high efficiency, this type of fire pump can quickly reach its rated speed and drive the pump body into working condition. It also has extremely low dependence on external power, allowing it to operate independently even during power outages or in remote areas. This characteristic makes it a key backup device in emergency fire-fighting systems. To ensure reliable startup even in extreme environments, the unit is typically equipped with multiple starting methods, including electric start and a backup manual start system, ensuring smooth operation in various emergencies. In terms of performance, this type of fire pump unit has excellent high-lift output capability, capable of stably delivering water to high-rise buildings or distant fire-fighting areas. Its large flow rate can also meet the simultaneous water demand of multiple fire-fighting points. The equipment is designed to significantly improve firefighting efficiency during large-scale fire suppression. It also boasts excellent pressure stability, minimizing pressure fluctuations through a precision adjustment system to prevent pressure instability from affecting the normal operation of sprinkler systems or fire hydrants. Regarding continuous high-load operation, the equipment employs a high-efficiency cooling system and optimized lubrication structure. A large-capacity radiator and forced air cooling design ensure the engine maintains a stable temperature even under prolonged high-power operation, effectively preventing overheating. Simultaneously, the lubrication system’s precise oil circuit design ensures critical components are always well-lubricated, reducing wear and extending equipment lifespan. In terms of control systems, this type of fire pump unit is typically equipped with intelligent… The control panel integrates multiple functions such as automatic start-up, operation monitoring, fault alarm, and data logging. It can automatically start when the system detects a drop in pipeline pressure or receives a fire signal, requiring no manual intervention, significantly shortening response time and improving overall fire-fighting efficiency. The user interface is simple and intuitive, facilitating daily management and monitoring by maintenance personnel. In terms of safety, the equipment is designed with multiple protection mechanisms, including low oil pressure protection, overload protection, overspeed protection, and high temperature protection. It can automatically shut down or issue an alarm under abnormal operating conditions to prevent equipment damage and ensure operational safety. Regarding materials and manufacturing processes, key components are made of corrosion-resistant and high-temperature-resistant materials, enabling them to withstand humid, high-temperature, and dusty environments. Suitable for harsh environments such as dust storms, and with an optimized sealing system, this equipment effectively prevents leaks and enhances overall reliability. In terms of installation and maintenance, its modular design and rational component layout facilitate rapid installation and subsequent maintenance, making routine inspections simple and efficient. Furthermore, its reserved interfaces allow for easy integration with remote monitoring systems, enabling remote management and data analysis of equipment operation status, further improving management efficiency and equipment utilization. In terms of application scenarios, this type of fire pump unit is widely applicable to petrochemical enterprises, power facilities, ports and docks, warehousing and logistics centers, large commercial complexes, and municipal fire protection systems—places requiring highly reliable water supply. In these scenarios, once a fire occurs… In the event of a fire, the equipment can quickly start and provide a continuous and stable water supply, effectively controlling the spread of fire and minimizing losses. Regarding energy conservation and environmental protection, by optimizing the combustion system and improving energy conversion efficiency, the equipment provides strong power while reducing fuel consumption and emissions, meeting the energy-saving and environmental protection requirements of modern industry. In terms of long-term operating costs, the equipment’s high reliability and low failure rate effectively reduce maintenance frequency and downtime, thereby lowering overall operating costs and increasing return on investment. In practical use, the equipment can not only be used as the main fire pump but also as an important component of the backup pump system, quickly taking over operation when the main power supply or main pump fails. This forms a multi-layered protection mechanism, further enhancing the safety and reliability of the fire protection system. Overall, the powerful diesel fire pump unit, with its excellent performance, stable operation, and wide applicability, has become an indispensable piece of equipment in modern fire protection systems. Its superior performance in continuous high-load operating environments enables it to provide stable and reliable water supply at critical moments, building a solid fire safety defense line for various high-risk locations. At the same time, with continuous technological advancements, this type of equipment will continue to improve in terms of intelligence, energy saving, and high efficiency, providing more advanced and reliable solutions for future fire protection projects, thereby playing a more important role in protecting life and property.