Industrial Fire Pump Unit for Long Distance High Head Water Delivery
Industrial-grade fire pump units have advantages such as high head, large flow rate, long-distance water delivery, and intelligent control, and are suitable for water supply systems in high-rise buildings, industrial parks, and large-scale fire protection projects.
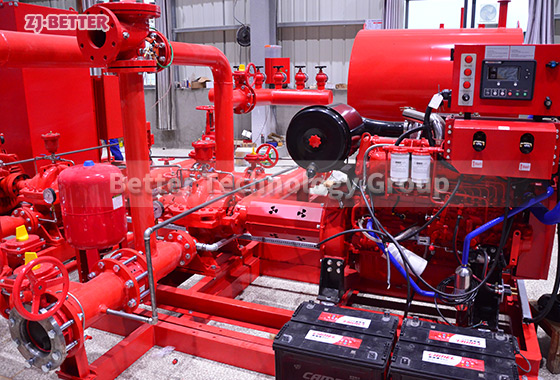
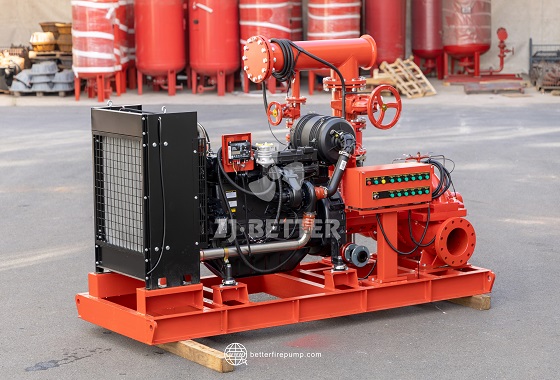
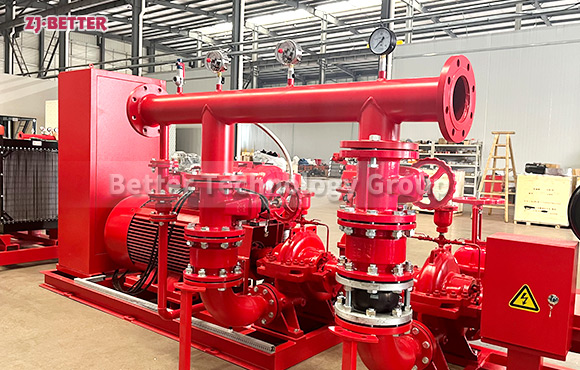
Industrial-grade fire pump units, optimized for high-lift, long-distance water delivery, are crucial fire-fighting water supply equipment widely used in modern large-scale fire protection projects. Through the combination of a high-performance power system, a high-efficiency centrifugal fire pump structure, and intelligent control technology, they provide stable and reliable high-flow, high-pressure water supply for high-rise buildings, petrochemical projects, large industrial parks, warehousing and logistics centers, and municipal fire protection projects. In modern fire protection systems, with the continuous expansion of building scale and the increasing coverage of fire pipeline networks, traditional fire-fighting equipment can no longer meet the demands for long-distance water delivery and high-lift water supply. Industrial-grade fire pump units are specifically designed for these complex operating conditions. They not only achieve stable high-pressure water supply but also maintain continuous stable performance under long-term, high-intensity operation, thus providing more efficient, safe, and reliable water supply support for modern fire protection systems. Structurally, the equipment adopts a modular integrated design, centrally mounting the diesel engine, fire pump, control system, cooling system, and piping components on a high-strength steel base. This makes the overall layout more compact and rational, facilitating transportation and on-site installation while effectively improving the overall operational stability and structural strength of the equipment. In complex industrial environments or large fire pump rooms, this structural design effectively reduces floor space and improves installation efficiency, while also facilitating later maintenance and system upgrades. Regarding power performance, the industrial-grade fire pump unit uses a high-performance diesel engine as its core power source. The engine has been professionally optimized and tuned to maintain stable power output under prolonged high-load operation, ensuring stable speed and water pressure even during continuous firefighting operations, thus guaranteeing the continuous and stable operation of the fire protection system. Because diesel power offers the advantage of independent operation, the equipment can quickly start and continue working even in the event of a power outage or grid failure, which is particularly important for large industrial projects and emergency firefighting scenarios. In terms of water supply performance, the unit adopts a high-efficiency centrifugal fire pump structure. Through optimized impeller, hydraulic flow channel, and pump casing design, hydraulic losses are effectively reduced and water supply efficiency is improved. The equipment not only achieves high flow rate output but also provides stable high-head water supply performance, thus meeting the stringent requirements of high-rise buildings for long-distance water delivery, large sprinkler systems, and complex fire protection pipe networks for high-pressure water supply. Especially in high-rise buildings and large industrial parks, where fire protection pipe networks cover a wide area and water delivery distances are long, the requirements for equipment head and pressure stability are extremely high. Industrial-grade fire pump units can ensure that all terminal equipment in the fire protection system receives sufficient water through continuous and stable high-pressure output, thereby improving overall fire extinguishing efficiency. Regarding long-term operational stability, key components are made of high-strength wear-resistant materials, including reinforced pump shafts, high-temperature bearings, high-performance sealing systems, and corrosion-resistant impeller structures. This allows the equipment to maintain stable performance under long-term high-load operating conditions, effectively reducing wear and failure rates, thus extending its overall service life. Simultaneously, the equipment is equipped with a high-efficiency cooling system and air filtration device, maintaining good operating conditions even in high-temperature, dusty, or humid environments. This makes it particularly suitable for complex working environments such as mines, ports, petrochemical plants, and field engineering projects. In terms of intelligent control, the equipment adopts an advanced automatic control system that can realize multiple functions such as automatic start-up, automatic shutdown, pressure monitoring, operating status display, and fault alarm. When the fire protection pipe network pressure drops or the fire alarm system sends a signal, the unit can quickly and automatically start and enter water supply mode, thereby significantly improving the fire response speed. The control system can also monitor engine temperature, oil pressure, water pressure, battery status, and equipment operating parameters in real time. It automatically alarms and activates protection procedures upon detecting any abnormalities, thus preventing equipment damage and improving overall operational safety. Regarding energy saving and economy, although industrial-grade fire pump units are primarily designed for high-intensity operating conditions, by optimizing diesel engine combustion efficiency and the hydraulic structure of the fire pump, the equipment can still maintain low fuel consumption and high water supply efficiency, effectively reducing overall operating costs over long-term operation. Furthermore, due to its durable structural design, the equipment has a longer maintenance cycle and a lower failure rate, further reducing subsequent maintenance costs and downtime losses. In terms of installation and maintenance, the equipment adopts standardized interfaces and a modular layout design, making on-site installation faster and more convenient. The rational layout of functional components allows maintenance personnel to quickly complete daily inspections, lubrication, maintenance, and component replacement, thereby reducing equipment downtime and improving operational management efficiency. Regarding vibration reduction and low noise design, the unit uses a reinforced vibration-damping base and a flexible coupling structure, effectively reducing vibration and noise generated during equipment operation. This not only improves operational stability but also reduces fatigue damage to the mechanical structure caused by long-term vibration, thereby further improving equipment reliability and service life. In terms of application areas, industrial-grade fire pump units are widely used in large-scale fire protection projects such as high-rise buildings, industrial parks, warehousing and logistics centers, petrochemical facilities, municipal fire protection engineering, and port terminals. In these environments, fire protection systems often need to establish a stable high-pressure water supply capacity in a very short time and operate stably continuously during long-term fire extinguishing processes. This equipment, with its high head, large flow rate, and strong continuous operation capability, provides reliable water supply for various complex fire protection scenarios. As modern fire protection engineering continues to develop towards large-scale, intelligent, and highly standardized directions, the demand for high-performance fire water supply equipment is also increasing. Industrial-grade fire pump units, through the comprehensive integration of efficient power systems, high-head water delivery technology, and intelligent control systems, achieve a comprehensive improvement in water supply capacity, operational stability, and economy. They not only meet the stringent requirements of modern large-scale fire protection projects for continuous and stable water supply but will also continue to play an important role in future fire protection system construction, providing safer, more efficient, and more reliable fire water supply solutions for various complex scenarios.