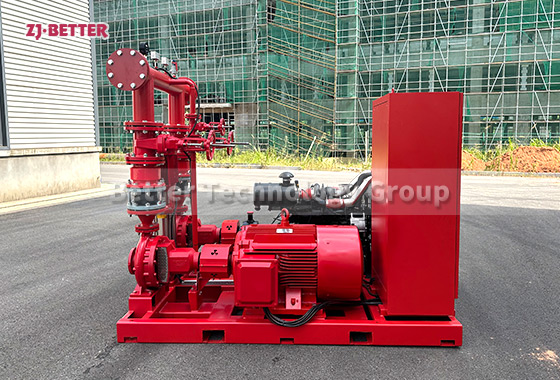
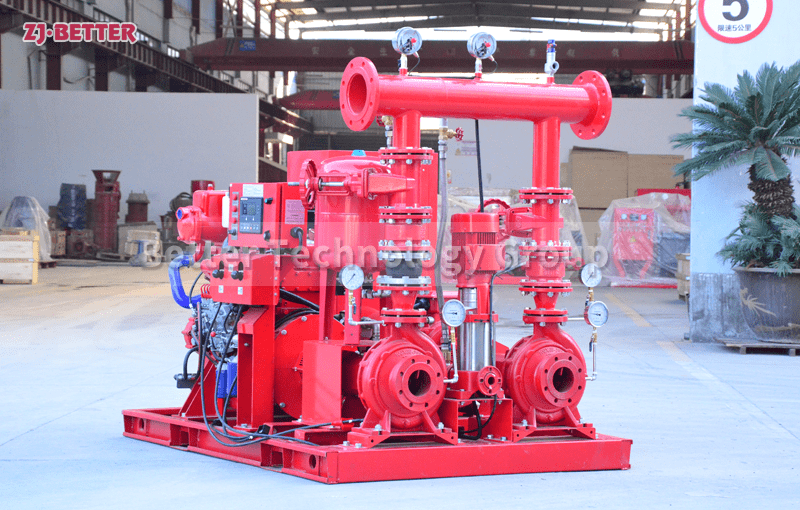
Deep Well Fire Pump for Complex Terrain Water Supply Solutions
The deep well water intake fire pump equipment adopts a vertical long shaft structure and high head design to achieve stable water intake from deep underground layers. It is suitable for fire protection projects in complex terrain and ensures an efficient and reliable fire water supply solution.
With the increasing trend of modern fire protection engineering construction towards larger scale, greater complexity, and intelligence, the application environments faced by fire water supply systems are also becoming increasingly diversified. For mountainous industrial parks, ports and wharves, mining bases, large warehousing and logistics centers, remote industrial facilities, areas with complex water resource allocation, and important locations far from the coverage of municipal fire protection networks, traditional fire protection methods relying on surface water tanks or municipal water supply can no longer fully meet fire safety requirements. Especially in situations with significant terrain undulations, uneven water source distribution, long water intake distances, or limited surface water resources, how to quickly and stably obtain a reliable fire water source has become a key challenge in fire protection engineering design. Deep well fire pump equipment is an important solution developed in this context. By adopting a vertical long-shaft structure, high-lift deep well pumping technology, intelligent automatic control system, and high-efficiency pressure supply capacity, this type of equipment can directly and stably extract fire water from deep underground water sources, achieving efficient and reliable fire water supply in complex terrain environments, providing solid support for modern special-scenario fire protection engineering. The biggest core advantage of deep well fire pump equipment lies in its superior deep underground water extraction capability. Traditional fire pump systems often rely on surface pools, tanks, or open water sources. In remote areas and special terrain environments, they frequently face problems such as high construction costs for water storage facilities, large land footprints, and insufficient water replenishment efficiency. Deep well fire pump equipment, with its vertical long-shaft structure design, can directly penetrate tens or even hundreds of meters underground into stable aquifers for pumping operations, effectively utilizing abundant and relatively stable underground water resources. Groundwater sources are generally less affected by external climate conditions and are less prone to decline in water supply capacity due to seasonal changes, drought, or high-temperature evaporation. Therefore, it can provide a continuous and stable water supply guarantee for fire protection systems under various operating conditions throughout the year. This direct groundwater extraction method significantly improves the independent operation capability of fire protection systems, providing reliable protection for large-scale projects far from municipal water supply areas. High-lift water supply performance is another significant advantage of deep well fire pump equipment. Since groundwater levels are usually located at considerable depths, and many fire protection applications require long-distance transportation or water supply to high-rise buildings, the equipment must possess a powerful head output capacity. The deep well intake fire pump employs a multi-stage impeller structure and optimized hydraulic model design, achieving efficient water pressure enhancement through a step-by-step pressurization process. Even under the combined pressure demands of deep well pumping, high-rise water supply, and long-distance transportation, it maintains a stable pressure supply. This high-lift performance allows the equipment to easily meet the pressure requirements of sprinkler systems, fire hydrant systems, and foam extinguishing systems in high-rise buildings, ensuring that fire-fighting terminal equipment always operates at its best, thus significantly improving fire extinguishing efficiency. The vertical long-shaft structure design is a key technical feature that distinguishes the deep well intake fire pump from ordinary fire pumps. The equipment is vertically installed, with the motor positioned on the ground and connected to the pump body inside the deep well via a long shaft, achieving efficient power transmission. This structural design offers advantages such as small footprint, flexible installation space, and ease of maintenance. Especially for projects with limited space or complex spatial layouts, the vertical installation method effectively saves land resources. Simultaneously, the long shaft is made of high-strength alloy materials and undergoes precision dynamic balancing to ensure stability during high-speed operation, reducing vibration and energy loss, and improving overall operating efficiency. The efficient hydraulic design further enhances the equipment’s operational performance. The deep well fire pump employs a streamlined impeller design and a low-resistance flow guiding structure, allowing water to flow smoothly within the pump body, reducing hydraulic losses and improving energy conversion efficiency. This not only increases pumping capacity but also reduces operating power consumption, achieving a balance between high efficiency and energy saving. The equipment maintains stable flow output and pressure control even during long-term continuous operation, making it particularly suitable for large industrial facilities or continuous fire-fighting water supply tasks. The intelligent control system is a crucial component of modern deep well fire pump equipment. Through advanced control cabinets, pressure sensors, water level detection modules, and logic control programs, the system can monitor the well water level, operating pressure, current load, and equipment status in real time, achieving automatic start/stop, constant pressure control, and fault protection. When the fire protection system receives a fire alarm signal or the pipeline pressure drops, the equipment can quickly and automatically start and establish a water supply status; when the water level is abnormal, overloaded, or the operation is abnormal, the system will automatically alarm and take protective measures to prevent equipment damage. This intelligent management mode significantly improves the equipment’s operational safety and automation level. Some high-end systems also support remote monitoring and network management, allowing access to fire control centers for centralized dispatch and real-time monitoring, providing technical support for smart fire protection construction. Environmental adaptability is a key advantage of deep well fire pump equipment in complex terrain scenarios. Because the equipment is often used in special environments such as mountainous areas, high-altitude and cold regions, mining areas, and coastal ports, its structural design fully considers corrosion resistance, moisture resistance, dust resistance, and temperature difference resistance. The pump body and key components are made of high-strength, corrosion-resistant metal materials, effectively resisting the erosion of minerals in groundwater and humid and hot environments. For cold regions, anti-freezing and insulation systems can be configured; for high-salt-spray environments, anti-corrosion treatment processes can be added to ensure long-term stable operation of the equipment under harsh conditions. Energy-saving operation is also a significant value proposition of this equipment. Modern deep well fire pumps can incorporate variable frequency speed control technology to dynamically adjust operating power according to actual water demand. They maintain low-energy operation in normal standby mode and rapidly increase output capacity when fire demand increases. Compared to traditional constant-speed operation equipment, this intelligent adjustment method significantly reduces energy consumption and operating costs. For large-scale, long-term projects, this can effectively reduce the overall operating costs of the fire protection system. The ease of installation and maintenance also reflects the equipment’s engineering value. The deep well fire pump adopts a modular design, with a rational layout of the ground control system, motor, and auxiliary pipelines, making on-site installation efficient and quick. The equipment undergoes comprehensive performance testing before leaving the factory, and upon arrival at the project site, only in-well installation and foundation connection are required for operation. In terms of maintenance, the ground motor and control system are easy to inspect and repair, and the segmented structure design of the long shaft and pump body facilitates disassembly and maintenance. Intelligent diagnostic functions automatically record operating status, providing a basis for preventative maintenance, thereby reducing the risk of failure and extending service life. In practical applications, deep well fire pump equipment widely serves mining enterprises, ports, petrochemical bases, large-scale warehousing and logistics centers, mountain industrial parks, remote power stations, and key facilities lacking municipal water supply coverage. Especially in complex terrain and long-distance water supply conditions, its underground deep well water intake advantage significantly enhances the independent operation capability of fire protection systems. In the event of a fire, the equipment can quickly respond and establish a high-pressure, stable water supply environment, providing reliable support for fire sprinklers, fire hydrants, and fire extinguishing systems, thereby effectively improving fire extinguishing efficiency and reducing accident losses. With the continuous improvement of fire protection engineering standards and the rapid development of smart fire protection technology, deep well fire pump equipment is also upgrading towards greater intelligence, automation, and energy efficiency. In the future, by integrating IoT monitoring, big data analysis, and AI predictive maintenance technologies, the equipment will achieve even greater breakthroughs in operation optimization, remote diagnostics, and system collaborative control. Overall, deep well fire pump equipment, with its stable deep underground water intake capability, high-lift water supply performance, intelligent automatic control, and excellent environmental adaptability, provides an efficient and reliable water supply solution for fire protection projects in complex terrains. It not only solves the problem of fire water intake in special scenarios but also comprehensively enhances the independent guarantee capability of modern fire water supply systems, making it an irreplaceable and crucial piece of equipment in the construction of modern large-scale fire protection projects.