How Fire Jockey Pump Sets Maintain Optimal Pressure in Fire Protection Systems
Learn how fire-fighting pressure-stabilizing pump sets continuously maintain the optimal pressure in fire-fighting pipelines. This article provides an in-depth analysis of the advantages of electric fire-fighting pressure-stabilizing pump sets, including automatic pressure replenishment, constant pressure control, vertical multistage centrifugal pumps, intelligent control systems, pressure tanks, high efficiency and energy saving, and long-term stable operation. They are widely applicable to high-rise buildings, commercial complexes, hospitals, schools, industrial plants, and automatic sprinkler systems, providing a safe and reliable pressure maintenance solution for modern fire-fighting water supply systems.
The stable operation of a fire-fighting water supply system depends not only on the main fire pump providing sufficient flow and pressure during a fire, but also on the fire pipeline network maintaining a reasonable pressure level during normal standby. With the continuous expansion of modern high-rise buildings, large commercial complexes, hospitals, schools, airports, data centers, industrial parks, and warehousing and logistics centers, the length of fire-fighting system pipelines is constantly increasing. Slight pressure losses are inevitable at pipe interfaces, valves, and equipment during long-term operation. If the fire pipeline network pressure continues to drop, it will not only affect the normal standby status of automatic sprinkler and fire hydrant systems, but may also lead to frequent starts of the main fire pump, increasing equipment wear and energy consumption. Therefore, fire-fighting pressure-stabilizing pump sets, as an important component of modern fire-fighting water supply systems, undertake the crucial tasks of continuous pressure replenishment, automatic pressure stabilization, maintaining system pressure, and protecting the main fire pump. With advantages such as automatic control, efficient pressure replenishment, intelligent operation, energy saving, stability, and convenient maintenance, fire-fighting pressure-stabilizing pump sets can continuously maintain optimal working pressure throughout the entire fire-fighting system, providing a stable and reliable operating environment for fire-fighting equipment and comprehensively improving the safety, reliability, and service life of the fire-fighting system.
The most important function of fire-fighting pressure-stabilizing pump sets is to continuously maintain stable pressure in the fire-fighting pipeline network. During normal standby periods of the fire protection system, the pipeline network pressure may slowly decrease due to factors such as changes in ambient temperature, minor pipeline leaks, valve sealing gaps, and natural equipment wear and tear. Without automatic pressure replenishment by pressure stabilizing equipment, the pressure drop to a certain level may trigger the main fire pump to start, increasing energy consumption and shortening the pump’s lifespan. The fire-fighting pressure-stabilizing pump set can monitor the pipeline network pressure in real time. When the pressure falls below the set value, it automatically starts to replenish pressure and automatically stops operating when the pressure returns to the set range, ensuring the fire protection system maintains a stable pressure state and that the main fire pump is always in optimal standby condition.
The electric drive system provides a stable and efficient power source for the fire-fighting pressure-stabilizing pump set. The equipment uses a high-efficiency electric motor to drive a vertical multistage centrifugal pump, featuring fast start-up, smooth operation, low vibration, low noise, and high energy utilization. Compared to traditional large fire-fighting main pumps, the pressure-stabilizing pump has a smaller flow rate but more precise pressure control. It can automatically replenish pressure according to the actual needs of the fire protection pipeline network, reducing energy consumption while ensuring pressure stability, achieving energy-saving operation, and providing continuous and reliable pressure assurance for the building’s fire protection system.
Vertical multistage centrifugal pumps are a crucial core component of fire-fighting pressure-stabilizing pump sets, enabling precise pressure replenishment. The multi-stage impeller design, with its progressively increasing pressure, effectively enhances head output, allowing the equipment to establish stable pressure even at lower flow rates. The optimized hydraulic structure reduces internal energy loss, improves water delivery efficiency, and ensures a smoother and more continuous pressure replenishment process, preventing excessive pressure fluctuations from affecting the normal operation of the fire protection system. Furthermore, the multistage structure offers advantages such as high operating efficiency, compact design, and convenient maintenance, making it ideal for the long-term continuous operation of modern fire-fighting pressure-stabilizing systems.
The intelligent control system further enhances the automation level of the fire-fighting pressure-stabilizing pump set. The control cabinet can monitor changes in fire pipeline pressure around the clock and automatically control the start and stop of equipment based on the set pressure. When the pressure falls below the lower limit, the system immediately starts the pressure-stabilizing pump for replenishment; when the pressure returns to the set range, the system automatically stops operating, requiring no manual intervention. The control system also features operating status display, fault alarms, pressure setting, parameter adjustment, and operating records, making fire protection system management more intelligent and improving overall operating efficiency and reliability.
Pressure tanks also play a vital role in the fire-fighting pressure-stabilizing system. Pressure-stabilizing pump sets are typically equipped with diaphragm pressure tanks, which buffer pressure changes in the pipeline network by storing a certain amount of pressurized water. When minor pressure fluctuations occur in the fire protection system, the pressure tank can release the stored pressure first, reducing the frequency of pump starts and improving equipment operating efficiency. Simultaneously, the pressure tank also reduces water hammer, protecting pipes, valves, and other fire protection equipment, extending the service life of the entire fire protection system.
Fire-fighting pressure-stabilizing pump sets have extremely high pressure control accuracy, allowing for flexible pressure range settings according to the requirements of different building fire protection systems, achieving automatic constant pressure operation. The equipment can maintain the fire protection pipeline network within the optimal pressure range for extended periods, preventing pipeline damage due to excessive pressure and ensuring the normal operation of the fire protection system is not affected by insufficient pressure. This precise control capability is crucial for various fire protection facilities such as automatic sprinkler systems, fire hydrant systems, and foam extinguishing systems, providing a stable and reliable working environment for fire protection equipment.
High-quality manufacturing processes further guarantee the long-term stable operation of the equipment. The pump body is made of high-strength, corrosion-resistant materials, possessing excellent mechanical strength and wear resistance. The impeller undergoes precise dynamic balancing for smoother operation. The pump shaft is made of high-quality stainless steel, enhancing corrosion resistance and fatigue resistance. The mechanical seal offers excellent sealing performance and high-temperature resistance, effectively reducing the risk of leakage. All key components undergo rigorous testing and assembly, improving the overall reliability of the equipment and ensuring long-term stable performance of the fire-fighting pressure-stabilizing pump set.
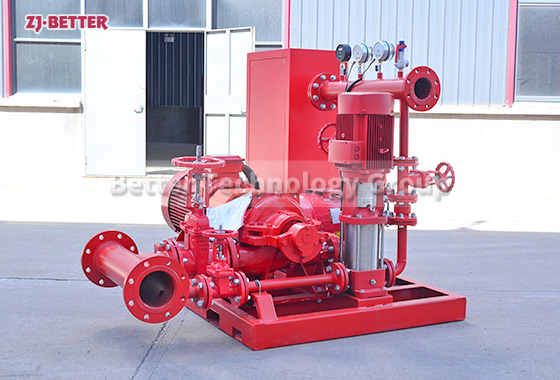
The equipment adopts a modular, integrated design, combining the vertical multistage pump, electrical control cabinet, pressure tank, piping system, valves, and instruments onto a unified base. This not only reduces on-site installation work but also improves overall structural rigidity. After factory assembly and commissioning, it can be transported to the project site, significantly shortening the installation cycle and improving construction efficiency. The integrated design also reduces on-site connection errors, improving equipment operational stability and facilitating rapid deployment of building fire protection systems.
The fire-fighting pressure-stabilizing pump set exhibits excellent energy-saving performance. Since the equipment only activates to replenish pressure when the fire pipeline network pressure drops, it remains in standby mode most of the time, resulting in low operating energy consumption. A well-designed pressure control strategy avoids frequent starts of the main fire pump, significantly reducing the overall energy consumption of the fire protection system. Simultaneously, high-efficiency motors and optimized hydraulic structures further reduce energy loss, making long-term operation more economical and environmentally friendly, and lowering operating costs for building operators.
Ease of maintenance is another key advantage of fire-fighting pressure-stabilizing pump sets. The overall layout is rational, with ample maintenance space reserved for each major component, making daily inspections, motor maintenance, mechanical seal replacement, and electrical control system maintenance more convenient. The control system supports fault self-diagnosis and alarm prompts, allowing maintenance personnel to quickly locate and address problems, effectively reducing downtime, improving long-term equipment reliability, and lowering maintenance costs.
To meet the development needs of modern smart fire protection, fire-fighting pressure-stabilizing pump sets also support remote monitoring and digital management. Through a communication interface, data can be interconnected with the fire control center, uploading pressure data, equipment operating status, alarm information, and historical operating records in real time, enabling remote monitoring and centralized management. Management personnel can monitor the fire protection system’s operation at any time, develop maintenance plans in advance, improve equipment management efficiency, and provide more reliable data support for smart buildings and smart fire protection.
Fire-fighting pressure-stabilizing pump sets are widely used in high-rise residential buildings, commercial complexes, hospitals, schools, hotels, office buildings, data centers, airports, rail transit, industrial plants, petrochemical enterprises, municipal public buildings, and large-scale warehousing and logistics centers. Regardless of building size, these pump sets provide continuous and stable pressure maintenance according to the needs of the fire protection system, ensuring the fire water supply system remains in optimal standby condition. In the event of a fire, the fire protection system can be deployed immediately, improving firefighting efficiency and providing reliable protection for building and personnel safety.
With the continuous improvement of modern building fire protection standards, fire-fighting pressure-stabilizing pump sets are constantly evolving towards intelligence, energy saving, digitalization, and high reliability. Future equipment will be upgraded in terms of pressure control accuracy, automatic monitoring capabilities, remote communication functions, and energy-saving control technology, achieving more precise, efficient, and stable fire pressure management. With its comprehensive advantages of automatic pressure replenishment, continuous pressure stabilization, intelligent control, energy-saving operation, convenient maintenance, and long-term reliable operation, fire-fighting pressure-stabilizing pump sets will continue to be an important component of modern fire water supply systems, providing continuous, stable, safe, and reliable fire pressure for various buildings, laying a solid foundation for the long-term efficient operation of the entire fire protection system.