Automatic Fire Fighting Pump Set with Diesel Emergency Backup and Electric Duty Pump
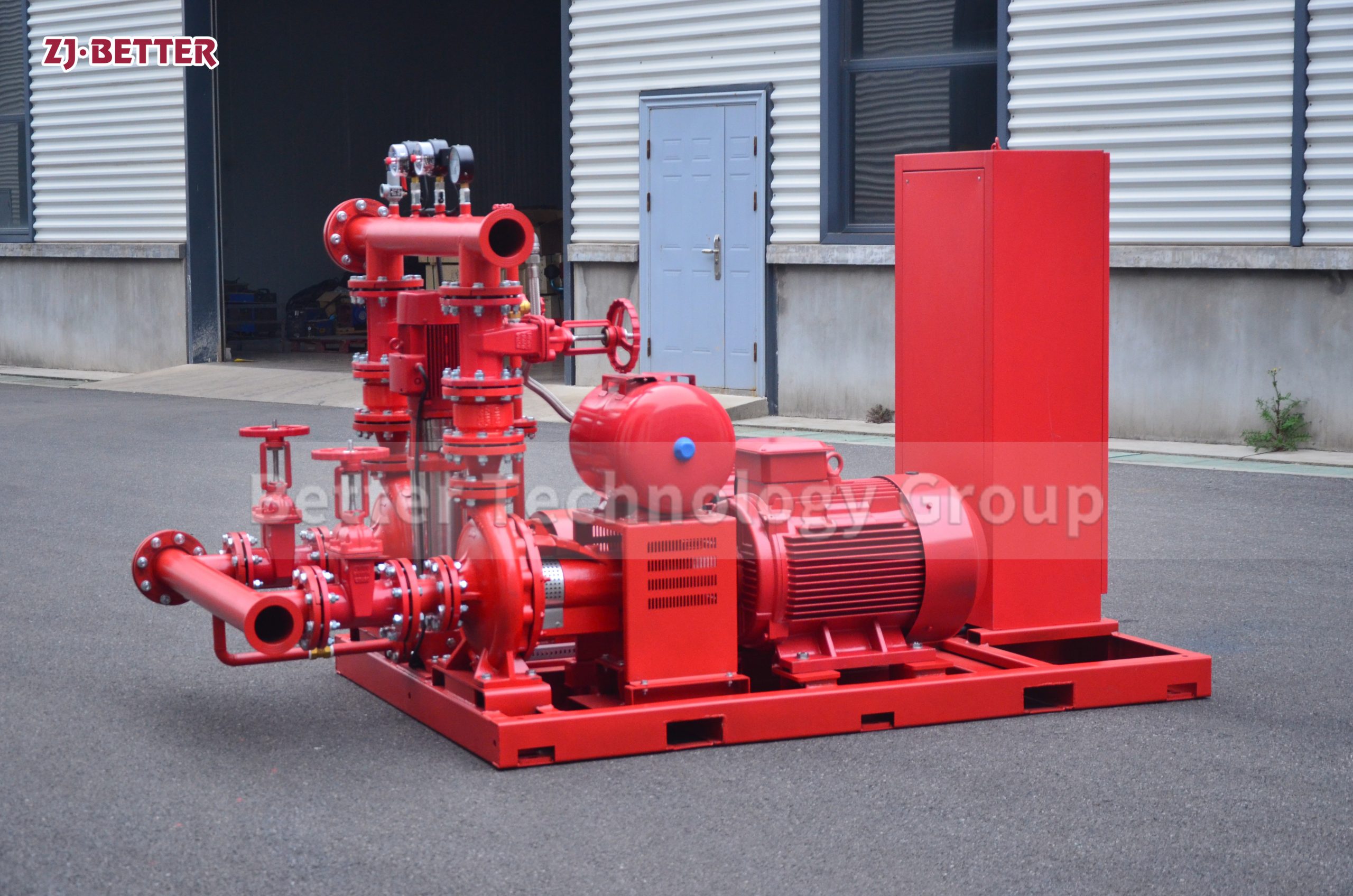
The automatic fire pump system, featuring a dedicated diesel emergency backup and electric main pump, integrates an electric main pump, a diesel backup pump, a pressure-stabilizing pump, and an intelligent control system. It boasts dual-power redundancy design, automatic switching operation, constant pressure water supply, high reliability, and all-weather operation capability. It is widely used in high-rise buildings, data centers, industrial plants, petrochemical plants, and large-scale fire protection projects, providing uninterrupted and highly stable water supply for fire protection systems.
In modern building fire safety systems, the reliability of the water supply system directly determines the emergency response capability and fire extinguishing efficiency during a fire. Especially in critical locations such as high-rise buildings, commercial complexes, data centers, industrial plants, petrochemical facilities, and large warehousing and logistics parks, fire protection systems must possess all-weather automatic operation capabilities to ensure a rapid, stable, high-pressure, and continuous fire water supply under any circumstances. The automatic fire pump system with dedicated diesel emergency backup and an electric main pump is an integrated intelligent fire water supply system developed and designed to meet this high reliability requirement. Its core objective is to achieve “zero-interruption operation” of the fire protection system through a dual-power redundancy structure, ensuring seamless switching between the main power supply and backup power, thereby guaranteeing that the fire safety system is always in optimal standby condition. This system typically consists of an electric main fire pump, a diesel emergency backup pump, a jockey pump, an intelligent control cabinet, a pressure sensing system, pipeline valve assemblies, and a skid-mounted base structure, making it one of the most crucial pieces of equipment in modern high-standard fire protection engineering. The electric main pump is responsible for maintaining the daily pressure of the fire protection system and providing the main water supply. It employs a high-efficiency motor-driven centrifugal pump structure, featuring stable operation, high energy efficiency, low noise, and convenient maintenance. Under normal mains power conditions, the electric pump serves as the primary operating unit, continuously providing stable pressure support to the fire protection network and ensuring the sprinkler and fire hydrant systems remain operational. Its hydraulic design is optimized, with the impeller precision-machined and dynamically balanced, resulting in smoother water flow within the pump body, reducing energy loss and improving overall efficiency. In the early stages of a fire or when system pressure drops, the electric main pump responds quickly and starts automatically, providing a stable high-pressure water supply, making it the core of the first response in the entire fire protection system. When the power system fails or the mains power is interrupted, the diesel emergency backup fire pump will immediately and automatically start, ensuring the fire water supply system is not interrupted due to power problems. The diesel engine drive system uses an industrial-grade high-performance engine with strong torque output and excellent load adaptability, capable of quickly reaching rated speed and providing stable hydraulic output. The diesel engine system is completely independent of the power supply, ensuring continuous operation of the fire protection system even during area-wide power outages or extreme disasters, serving as the last line of defense for fire safety. Diesel pumps are typically equipped with automatic start-up systems, battery charging systems, and preheating systems, ensuring immediate operation upon receiving a start signal even after prolonged standby, significantly improving system reliability. The pressure-stabilizing pump, a crucial auxiliary unit, primarily maintains stable base pressure in the fire protection network. When no fire occurs or the main pump’s start-up conditions are not met, the pressure-stabilizing pump compensates for minor pressure losses in the network, preventing frequent start-ups and shutdowns of the main pump, thus extending its lifespan and improving overall system stability. The pressure-stabilizing pump typically employs a low-flow, high-head design, accurately maintaining system pressure fluctuations within a set range, ensuring the fire protection network is always ready for operation. This automatic fire pump system uses an advanced intelligent control cabinet as its core control unit, possessing multiple functions including fully automatic operation, pressure monitoring, fault alarms, remote control, and data logging. The control system monitors real-time pressure changes in the fire protection network using high-precision pressure sensors and automatically controls the start-up and shutdown sequence of the electric pump, diesel pump, and pressure-stabilizing pump according to preset logic. When the pressure drops, the system first activates the pressure-stabilizing pump to replenish the pressure; if the pressure continues to drop, the electric main pump automatically starts; when power fails, it automatically switches to the diesel backup pump, achieving true intelligent multi-level linkage control. The system has an automatic fault diagnosis function, capable of real-time monitoring of the motor, power supply, battery, oil pressure, water pressure, and operating status. It immediately alarms and takes protective measures upon detecting any abnormalities, effectively improving system safety. The overall structure adopts a skid-mounted design, integrating all pump units and control systems onto the same base platform, which not only improves the overall stability of the equipment but also significantly simplifies the installation process. The modular structure design makes the equipment more convenient during transportation, hoisting, and on-site construction, while reducing on-site piping connection work and improving project efficiency. The pump body is made of high-strength cast iron or ductile iron, possessing excellent pressure resistance and corrosion resistance, and can adapt to the long-term operating environment of high-pressure fire protection systems. The impeller undergoes precision machining and fluid optimization design, effectively reducing the risk of cavitation and improving hydraulic efficiency, ensuring stable performance during long-term operation. In terms of performance, this system boasts high flow rate, high head, and stable output capabilities, meeting the fire protection needs of buildings of varying sizes. Whether for high-rise building water supply or long-distance water delivery for large industrial facilities, the system provides continuous and stable fire water support. In the event of a fire, the system can quickly establish pressure and enter full-load operation, ensuring sufficient water pressure for sprinkler and fire hydrant systems. This equipment is widely used in various high-standard fire protection engineering projects, including urban complexes, commercial centers, airport terminals, subway systems, data centers, power facilities, petrochemical bases, warehousing and logistics parks, and government public buildings. In these locations, fire protection systems typically require extremely high reliability and continuous operation capabilities, and this multi-pump combination system is designed to meet these stringent requirements. Regarding energy saving and economy, the system utilizes intelligent control technology to achieve on-demand operation, avoiding unnecessary long-term equipment operation and thus reducing energy consumption. The electric pump is highly efficient in daily operation, while the diesel pump only starts in emergencies, achieving overall energy optimization. The pressure-stabilizing pump operates continuously at low power, ensuring stable system pressure while reducing energy consumption. In terms of maintenance, the system adopts a standardized modular design, with each component operating independently, facilitating daily inspection and maintenance. Electric pumps are simple to maintain, mainly focusing on the motor and bearing system; diesel pumps require regular engine maintenance, fuel checks, and lubrication system maintenance; the control system supports self-diagnostic functions for quick fault location. With the increasing demands for fire safety in modern buildings, multi-pump redundant fire protection systems have become standard configurations in high-level fire protection projects. Automatic fire pump systems with dedicated diesel emergency backup + electric main pumps, thanks to their dual-power guarantee, intelligent control system, stable water supply capacity, and high reliability design, have become indispensable equipment in modern fire protection engineering. They not only improve the safety level of the entire fire protection system but also provide solid protection for building safety, industrial safety, and public safety, representing an important direction for the future development of intelligent fire protection systems.