Emergency Standby Diesel Fire Pump Units for Uninterrupted Fire Protection
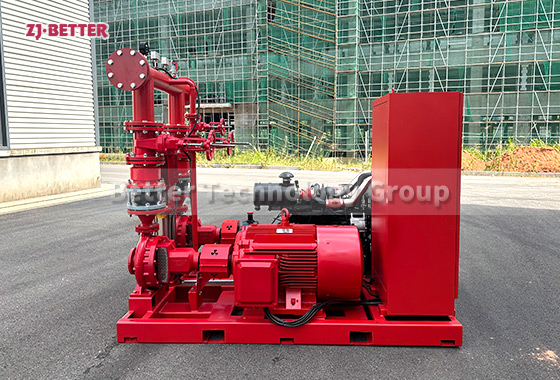
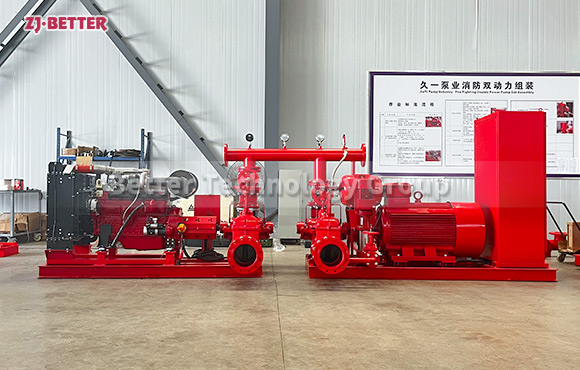
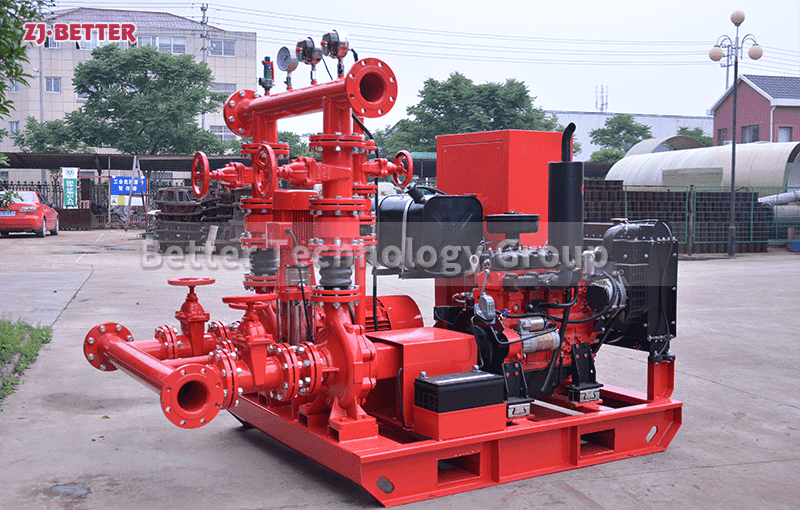
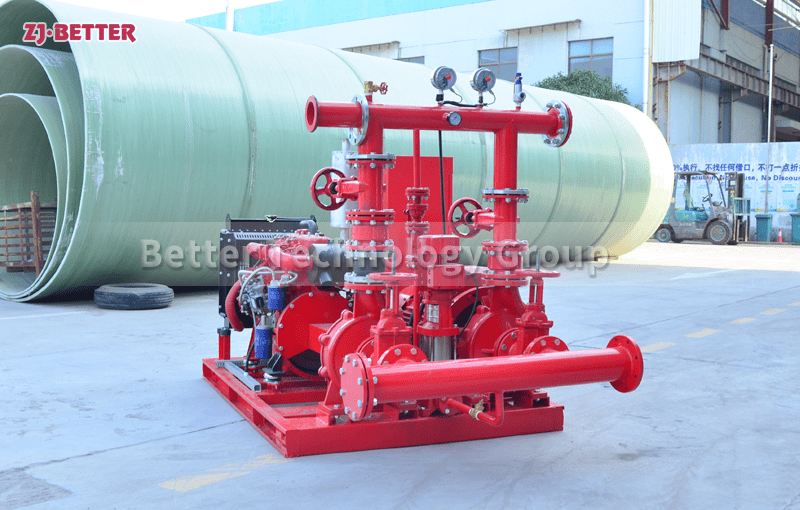
The uninterrupted fire protection emergency backup diesel fire pump unit adopts a high-performance diesel engine drive and high-efficiency centrifugal fire pump design. It has the advantages of independent power, fast start, automatic control, long-term continuous operation and high reliability. It is widely used in high-rise buildings, industrial plants, petrochemical plants, warehousing and logistics and municipal fire protection systems to provide continuous and stable fire water supply in the event of power failure or emergency.
In modern building fire safety systems, the reliability of the water supply system directly determines the emergency response capability during a fire. Especially in high-rise buildings, large industrial parks, petrochemical bases, warehousing and logistics centers, and critical public infrastructure, the fire protection system must establish a stable, high-pressure, and continuous water supply capacity within a very short time after a fire. When the municipal power system fails or is completely interrupted, traditional electric fire pumps will be unable to operate normally. Therefore, diesel-driven fire pump units with independent power sources have become an indispensable and important component of the fire protection system. The uninterrupted fire protection emergency backup diesel fire pump unit is a highly reliable fire water supply device developed and designed under this critical application background. Its core objective is to ensure the continuous operation of the fire water supply system under any extreme conditions, providing a solid guarantee for building safety. This equipment uses a high-performance diesel engine as its drive power source, and is designed for direct or flexible connection with a high-efficiency centrifugal fire pump. It directly converts mechanical energy into water energy, achieving a strong and stable fire water supply output. The diesel engine has completely independent operating capability, does not rely on external power supply, and can still quickly start and operate even in the event of a city-wide power outage or disaster, ensuring the uninterrupted operation of the fire protection system. The engine system undergoes rigorous industrial-grade design, possessing high torque output capability and excellent load adaptability. It can rapidly reach rated speed and provide stable power support within a short time, meeting the stringent requirements of fire protection systems for instantaneous high-flow and high-lift water supply. In terms of structural design, this diesel fire pump unit adopts a modular integrated structure, highly integrating the diesel engine, fire pump body, control system, fuel system, cooling system, and base frame. This results in a more compact and rational overall structure, facilitating transportation, installation, and maintenance. The pump body is constructed from high-strength cast iron or ductile iron, exhibiting excellent pressure resistance and corrosion resistance, allowing it to withstand the high-pressure operating environment of fire protection systems for extended periods. The impeller undergoes precise dynamic balancing and hydraulic optimization design, ensuring smoother water flow within the pump body, significantly improving efficiency and reducing energy loss. This design not only enhances the overall performance of the equipment but also effectively extends the service life of key components. In terms of performance, the unit possesses excellent high-flow water supply capability and high-lift output capability, meeting the needs of fire protection systems in buildings of varying sizes. In the event of a fire, fire protection systems typically require a rapid supply of high-pressure water to sprinkler and fire hydrant systems. Diesel fire pumps can establish stable pressure in a very short time and continuously output a strong water flow, ensuring the normal operation of all terminal equipment in the fire protection system. Their high reliability makes them particularly suitable for locations with extremely high fire safety requirements, such as oil storage tank areas, chemical production bases, power facilities, airport terminals, and high-rise and super high-rise buildings. To ensure rapid response in emergencies, the unit is equipped with an intelligent automatic control system. This system monitors fire pipeline pressure, battery power, fuel level, and engine operating parameters in real time, and automatically starts the diesel generator set upon detecting a pressure drop or fire signal, entering operational status without manual intervention. The system also features automatic preheating, automatic charging, automatic retry upon startup failure, and fault alarms, significantly improving the reliability of the equipment in extreme environments. Even in long-term standby mode, the equipment maintains good backup performance, ensuring rapid deployment in critical moments. In terms of fuel system design, the unit is equipped with a large-capacity fuel tank, supporting long-term continuous operation. The diesel fuel supply system is optimized to ensure a stable fuel supply and complete combustion, thereby improving fuel efficiency and reducing operating costs. Simultaneously, the fuel system features excellent sealing performance and a safety protection structure, effectively avoiding leakage risks and enhancing overall safety. The cooling system employs a high-efficiency air-cooled or water-cooled design, optimized for different application environments, ensuring the engine maintains a stable temperature even under prolonged high-load operation, preventing overheating that could lead to performance degradation or equipment damage. In fire protection system applications, stability and reliability are the most important evaluation criteria for equipment. This diesel fire pump unit was designed with long-term service life and extreme operating conditions in mind. All key components have undergone rigorous testing and verification to ensure stable operation under high temperature, low temperature, high humidity, dust, and vibration environments. The base uses a high-strength steel structure design, providing excellent seismic resistance and structural stability, ensuring stable operation even in harsh construction environments or under earthquake conditions. The equipment also offers significant advantages in installation and maintenance. The modular design allows each system unit to operate relatively independently, facilitating installation, commissioning, and subsequent maintenance. Standardized interface design reduces installation complexity and improves construction efficiency. Meanwhile, routine maintenance mainly focuses on engine maintenance, fuel checks, lubrication system maintenance, and control system testing. The maintenance process is simple and clear, helping to reduce operating costs. In terms of energy saving and economy, modern diesel fire pump units significantly improve fuel utilization through optimized combustion efficiency and power matching design. In non-emergency standby mode, the equipment operates in a low-power monitoring mode, maintaining only system monitoring and backup functions, greatly reducing energy consumption. When needed, it quickly enters a high-efficiency working state, achieving a good balance between performance and energy consumption. In practical applications, this equipment is widely used in various fire protection engineering systems, especially suitable for areas where continuous power supply cannot be guaranteed or where power supply reliability requirements are extremely high. For example, in the petrochemical industry, the equipment can provide a stable fire water source for tank farms and production units; in the mining and metallurgical industries, it can be used for emergency fire fighting in high-risk areas; in large logistics and warehousing centers, it can ensure the safety of goods storage; and in urban high-rise buildings, it serves as an important backup system for electric fire pumps, ensuring dual protection of the fire safety system. With the continuous improvement of global fire safety standards, the importance of diesel-driven fire pump units in fire protection systems is becoming increasingly prominent. Its independent power, high reliability, rapid response capability, and ability to operate continuously for extended periods make it an irreplaceable and crucial piece of equipment in modern fire protection engineering. The dedicated emergency backup diesel fire pump unit for uninterrupted fire protection not only enhances the overall safety level of the fire protection system but also provides a more comprehensive emergency support system for various buildings and industrial facilities. In future development, with the continuous upgrading of intelligent control technology and efficient power systems, this type of equipment will play an even more important role in the field of fire safety, providing a more solid and reliable guarantee for global building and industrial safety.