Submersible Fire Drainage Pump Unit for Industrial and Building Use
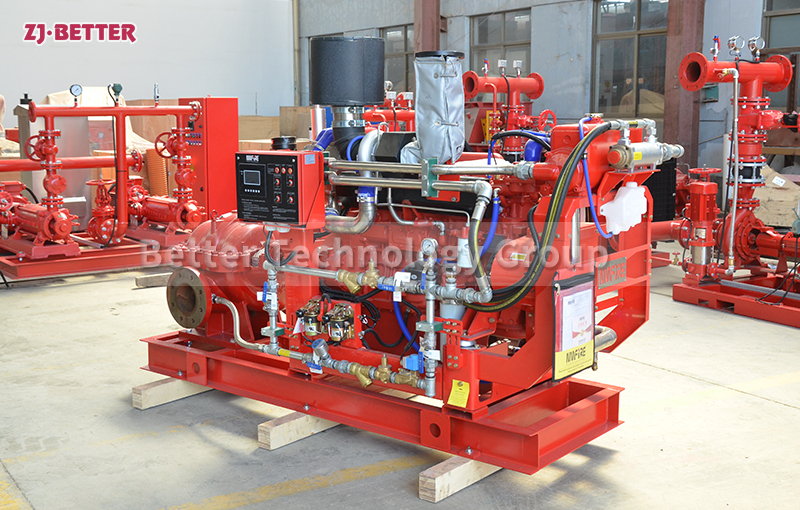
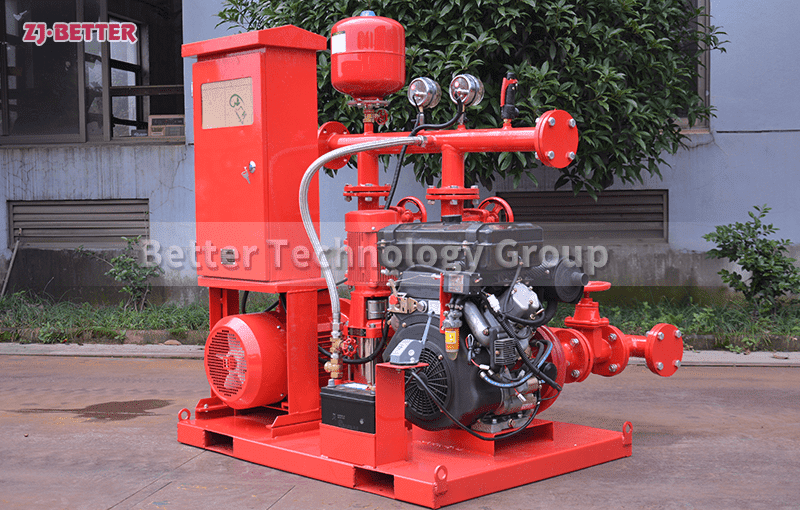
The industrial and building fire drainage submersible pump unit adopts a vertical submersible structure design, which has high head, fast start-up and stable drainage performance. It is suitable for underground spaces and emergency fire drainage scenarios, effectively improving the safety and reliability of fire protection systems.
This industrial and building fire-fighting submersible pump unit is a highly reliable device designed specifically for fire-fighting drainage and emergency flood control needs in complex environments. Its overall structure is designed with stable operation, rapid response, and adaptability to harsh working conditions as core objectives. It can be quickly deployed in emergencies such as fires, sudden flooding, or water ingress into equipment rooms, providing continuous and safe drainage for industrial facilities and building fire protection systems. The product adopts a vertical submersible structure design, allowing the entire pump body to be directly immersed in water without suction head limitations. This provides significant advantages in low-lying or enclosed spaces such as basements, pump room sump pits, tunnels, underground pipe corridors, and cable trenches, enabling rapid establishment of drainage capacity and quick reduction of water levels, preventing secondary damage to fire-fighting equipment, electrical systems, and building structures. The submersible pump unit features optimized hydraulic performance, with a rationally matched impeller and flow channel structure, ensuring both high head output and good flow performance. It maintains stable operation under different water levels and drainage heights, meeting the dual requirements of efficiency and reliability for fire-fighting drainage in industrial plants, large buildings, and public facilities. The pump body is made of high-strength, wear-resistant material, possessing excellent impact and wear resistance. Even when operating in water containing silt, impurities, or fire-fighting residue, it maintains a long service life and stable drainage capacity, reducing the risk of performance degradation due to wear. The motor is highly integrated with the pump body, and the sealing structure features multiple protective designs, effectively preventing moisture from entering the motor cavity. This ensures good insulation performance and operational safety even under long-term submersible operation, adapting to high-humidity, high-load fire emergency scenarios. This industrial and building fire drainage submersible pump unit excels in start-up performance, enabling rapid start-up and continuous operation. In emergencies, it can be deployed without complex preparation processes, saving valuable time for fire rescue and emergency drainage. The vertical structure minimizes the overall footprint and allows for flexible installation. It can be installed permanently or temporarily, suitable for drainage nodes in building fire protection systems or used as emergency backup equipment for rapid deployment in sudden incidents. This product also boasts significant advantages in operational stability. Its bearing system and rotor structure are rationally designed, resulting in low vibration and noise during operation. It maintains a stable state under continuous drainage conditions, minimizing impact on surrounding equipment and the environment. Addressing the complex and varied usage needs in industrial and building scenarios, this submersible pump unit demonstrates excellent adaptability. It can be used for fire drainage and emergency flood control in underground garages, equipment floors, underground warehouses, subway stations, tunnel projects, and low-lying areas of industrial plants, effectively solving water accumulation problems caused by fire fighting or sudden flooding. The product also prioritizes ease of maintenance. Its compact structure and rational component layout simplify daily inspection and maintenance, helping to reduce operating costs and improve long-term equipment availability. The submersible pump unit is designed and manufactured in accordance with the high reliability standards required by fire protection engineering. Key components are maturely selected, and the overall structure is durable, maintaining good start-up performance and operating status even after long periods of standby, ensuring reliable operation when truly needed. In summary, this industrial and building fire-fighting drainage submersible pump unit, with its vertical submersible structure, efficient and stable hydraulic performance, good environmental adaptability, and rapid emergency response characteristics, demonstrates significant advantages in the fields of fire-fighting drainage and emergency flood control. It is one of the essential drainage devices in modern building and industrial fire protection systems, effectively ensuring the safety of personnel, equipment, and building operations at critical moments, and providing solid and reliable drainage support for fire protection systems.