Professional Choice for Long-Distance Water Delivery: Powerful Performance of Vertical Long Shaft Diesel Fire Pump
Vertical, long-shaft diesel engine fire pumps are renowned for their powerful power, high head, and deep-well water extraction capabilities. They are suitable for high-rise buildings, industrial facilities, and remote water supply locations. Their compact design, energy efficiency, and independent operation allow for rapid startup even in power outages, ensuring a continuous, safe, and reliable water supply to firefighting systems.
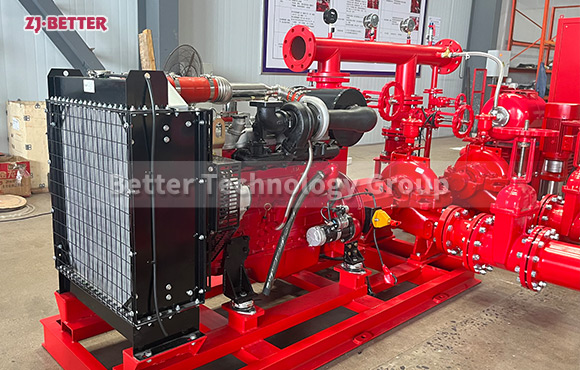
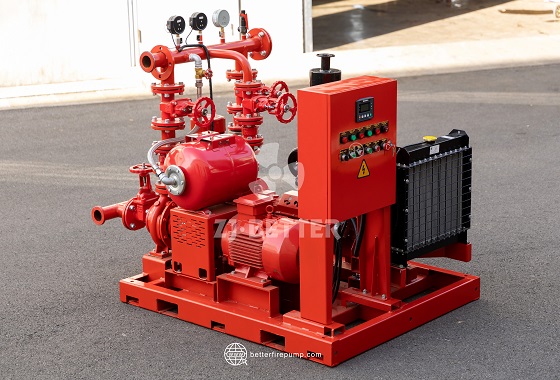
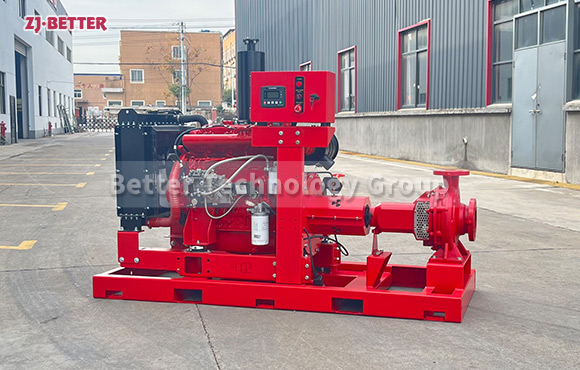
The vertical long-shaft diesel engine fire pump is a high-performance device designed specifically for fire protection systems in high-rise buildings, deep well water extraction, long-distance water transmission, and large industrial facilities. It seamlessly combines powerful diesel engine power with an efficient vertical long-shaft pump structure. It can provide a continuous and stable fire water supply even in environments with no or unstable power, making it an indispensable core power device in modern fire protection systems. The pump’s greatest advantage lies in its ability to draw water from deep sources, while its vertical structure saves floor space and meets the diverse firefighting needs of complex environments. The pump utilizes a high-strength cast iron or stainless steel pump body, offering excellent pressure and corrosion resistance, and can operate stably and for extended periods in high-temperature, high-humidity, or corrosive environments. The diesel engine, as a power source, provides independent energy supply, ensuring immediate startup in the event of a municipal power outage, sudden fire, or natural disaster, providing the most reliable guarantee for fire water supply. The core design principle of the vertical long-shaft diesel engine fire pump lies in the application of efficient fluid dynamics. The pump’s hydraulic model has been extensively optimized to maintain high head while delivering excellent flow output. This allows for efficient water transport, meeting the high-volume water supply demands of high-rise buildings, warehouses and logistics bases, petrochemical plants, ports, and other locations. The pump body utilizes a multi-stage bearing support structure and precision concentric connections to ensure balanced shafting, minimal vibration, and low noise, effectively extending the pump’s service life. The long shaft design not only improves adaptability to water sources but also allows for extended shaft lengths to draw water from deep wells or underground tanks, meeting the needs of diverse installation environments. The unit is powered by a highly efficient diesel engine, offering excellent fuel efficiency and strong torque output, providing stable driving power at low speeds, significantly reducing energy consumption and operating costs. The diesel engine’s electric starter delivers fast response, and the intelligent control system enables automatic start/stop, pressure detection, flow monitoring, and fault alarms, simplifying and ensuring safe system operation. The control cabinet features a waterproof and dustproof design, and the internal circuitry utilizes industrial-grade components for robust interference resistance, ensuring long-term stable operation in extreme temperature and humidity environments. The pump unit can be configured with manual, automatic, and remote start modes according to customer needs. It can also be connected to a building’s fire monitoring system or intelligent fire control center, enabling unmanned, automated fire management. The vertical, long-shaft diesel engine fire pump’s structural design fully considers ease of maintenance. The modular design of the pump body facilitates installation and disassembly, and key components such as bearings, mechanical seals, and impellers are easily replaced, reducing maintenance time. All moving parts are dynamically balanced for high operational stability and reduced wear caused by vibration. The closed-loop cooling system ensures that the diesel engine maintains optimal temperature even under prolonged, high-load operation. The automatic lubrication system reduces maintenance and extends engine life. The fuel system features multi-stage filtration to effectively prevent impurities from entering the combustion chamber, ensuring complete combustion and cleaner emissions. This pump demonstrates exceptional adaptability and reliability. With a maximum head of several hundred meters and a wide flow range, it can be customized to meet project requirements. Its vertical installation occupies a small footprint, making it ideal for installation in space-constrained pump rooms or underground machine rooms. Furthermore, its excellent seismic resistance allows for safe operation in areas with complex geological conditions or prone to earthquakes. Even in inclement weather or extreme environments, such as heavy rain or low or high temperatures, the pump unit can start reliably and maintain efficient operation. To ensure reliable performance in real-world applications, each vertical long-shaft diesel engine fire pump undergoes rigorous performance testing before shipment, including flow rate testing, head testing, noise monitoring, vibration analysis, and long-term load operation tests, ensuring that all indicators meet international firefighting equipment standards. The system can be equipped with a backup motor drive module or a dual-power linkage structure, automatically switching to electric mode upon power restoration to maximize energy utilization. This design not only ensures the continuity of emergency water supply but also improves the overall energy efficiency of the system. The vertical long-shaft diesel engine fire pump offers exceptional flexibility in its application areas. It is suitable not only for municipal water supply and fire protection systems, but also for industrial cooling, irrigation projects, seawater lifting, and other applications. In particular, the pump’s long-shaft structure easily accommodates deep water extraction requirements in high-rise buildings or groundwater projects, ensuring stable and uninterrupted water supply. Its reliable power output and efficient pump combine to start within seconds and quickly build system pressure, buying valuable time for firefighting. In emergencies, the equipment can be manually ignited using the emergency start system, preventing startup efficiency from being affected by electronic control system failure. In addition to its exceptional performance, the equipment also features comprehensive safety features. It incorporates anti-backflow, anti-cavitation, and anti-dry-run protection features, ensuring automatic shutdown or alarm signals in the event of an abnormality, preventing equipment damage. The exhaust system is equipped with a noise reduction device, keeping operating noise levels below the national fire equipment standard limit, ensuring noise-free operation in enclosed spaces. The fuel tank and piping system are shock-resistant to prevent oil leaks and potential safety hazards. The entire system is designed with “safety, reliability, efficiency, and energy conservation” at its core, ensuring a continuous and robust water supply to the firefighting system every time it is operated. In summary, the vertical long-shaft diesel engine fire pump is a professional firefighting water supply device that combines high efficiency, low energy consumption, strong adaptability, and intelligent control. Its strengths lie not only in its deep-well water extraction capacity and high-lift output, but also in its exceptional reliability and automated operation. Whether used in large-scale industrial facilities, high-rise buildings, underground projects, or long-distance water transmission projects, this pump provides solid support for firefighting systems with its stable performance and outstanding durability, making it an ideal choice for ensuring the safety and efficiency of emergency water supply.