High Head Electric Motor Fire Pump Unit for Fixed Firefighting Systems
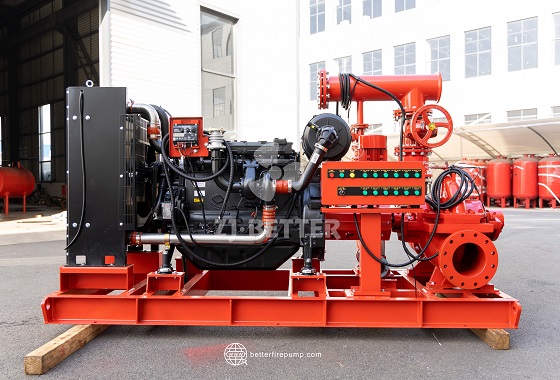
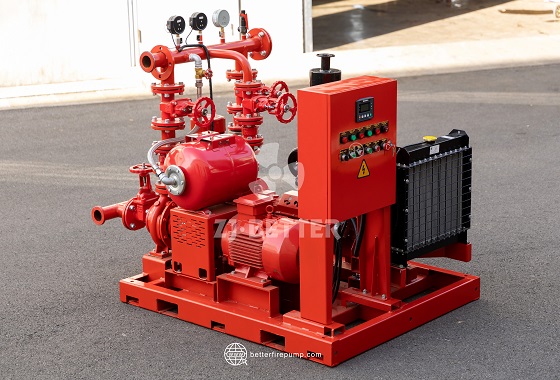
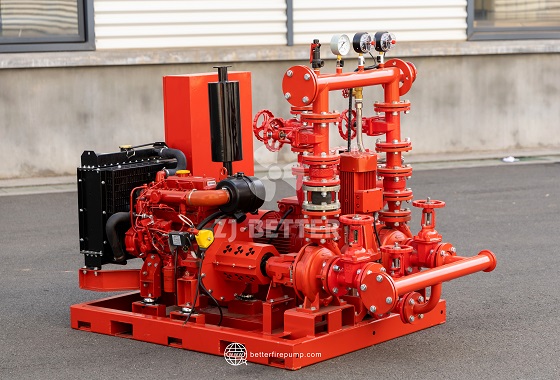
The high-head motor-driven fire pump unit is specifically designed for fixed fire protection systems, offering stable high-pressure water supply, rapid start-up performance, and reliable continuous operation. It is suitable for fire water supply systems in high-rise buildings, industrial plants, warehouses, and commercial complexes, ensuring the safety of emergency water supply during fires.
This high-head motor-driven fire pump unit is specifically designed for fixed fire protection systems. It serves as a core fire water supply equipment for industrial buildings, commercial complexes, high-rise buildings, warehousing and logistics parks, and infrastructure projects. The overall structure adopts an integrated design approach, organically combining the motor-driven centrifugal fire pump, pressure stabilization and piping components, measurement and control instruments, and electrical control system on a single base. This allows for the rapid establishment of a stable, continuous, and compliant high-pressure fire water source in the event of a fire. During the design phase, the unit fully considers the strict requirements of fixed fire protection systems for head, flow rate, and reliability. By optimizing the hydraulic model and impeller structure, the pump body maintains an excellent efficiency curve even under high-head conditions, effectively overcoming pipeline resistance in long-distance water delivery or high-rise building vertical water supply scenarios, ensuring sufficient pressure at the fire protection end equipment. The motor selection follows the principles of continuous operation and rapid start-up, possessing high starting torque and good overload capacity. Even under fluctuating grid voltage or high ambient temperature conditions, it maintains stable output, providing reliable power assurance for the fire protection system. The unit utilizes a heavy-duty steel base and precision alignment technology, resulting in low vibration and noise during operation, effectively extending the service life of key components such as bearings and mechanical seals, and reducing long-term maintenance costs. The pump body and main pressure-bearing components are made of high-strength corrosion-resistant materials, and the surface is treated with anti-rust protection, adapting to different water quality conditions and complex installation environments, reducing performance degradation caused by corrosion or wear. Addressing the high stability requirements of fixed fire protection systems, this electric fire pump unit has multiple interfaces for easy connection to indoor and outdoor fire hydrant systems, automatic sprinkler systems, and fire protection networks, offering flexible installation and a short construction period. The control system is one of the unit’s important performance advantages. The integrated electrical control cabinet can realize automatic start and stop, operating status monitoring, fault alarm, and remote signal output functions. When a fire signal is triggered, the system can respond quickly, ensuring that the pump unit starts immediately. Multiple protection logics prevent damage to the equipment due to motor overload, phase loss, or abnormal operating conditions. To meet the redundancy and reliability requirements of different projects’ fire protection systems, this unit can be configured with multiple pumps operating in parallel as needed. When the main pump fails or the flow demand increases, the backup pump automatically engages, significantly improving the overall system’s safety factor. The high-head performance is not only reflected in numerical parameters but also in its long-term stable operation. The pump unit maintains excellent efficiency and temperature control under both rated and off-design conditions, preventing performance degradation due to prolonged operation and ensuring the fire protection system remains available at all times. The unit’s design also prioritizes ease of maintenance. Key components are rationally arranged, providing ample maintenance space. Routine inspections, replacement of wear parts, and performance testing can all be completed without disassembling the entire equipment, reducing maintenance time and labor costs. For engineering projects, this high-head motor-driven fire pump unit is not just a single piece of equipment, but a crucial component of the fixed fire protection system that safeguards lives and property. Its stable performance output, reliable structural design, and high degree of compliance with fire safety regulations enable it to function continuously under various demanding conditions. Whether used for vertical water supply in high-rise buildings or for long-distance water transfer in large factories and warehouses, this unit, with its excellent head capacity and continuous water supply performance, provides solid and reliable hydraulic support for the fire protection system, thus gaining valuable time for fire control and personnel evacuation during critical moments, demonstrating its irreplaceable core value in fixed fire protection systems.