Independent Power Diesel Fire Pump Unit for Emergency Fire Protection During Power Failure
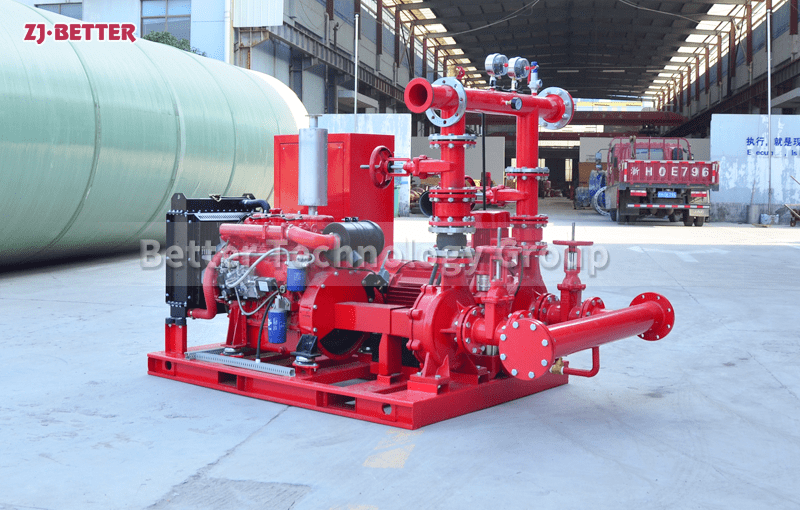
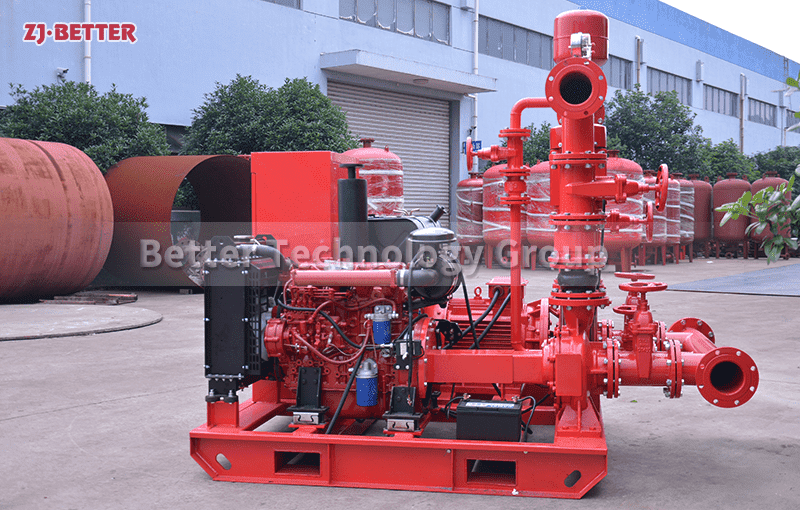
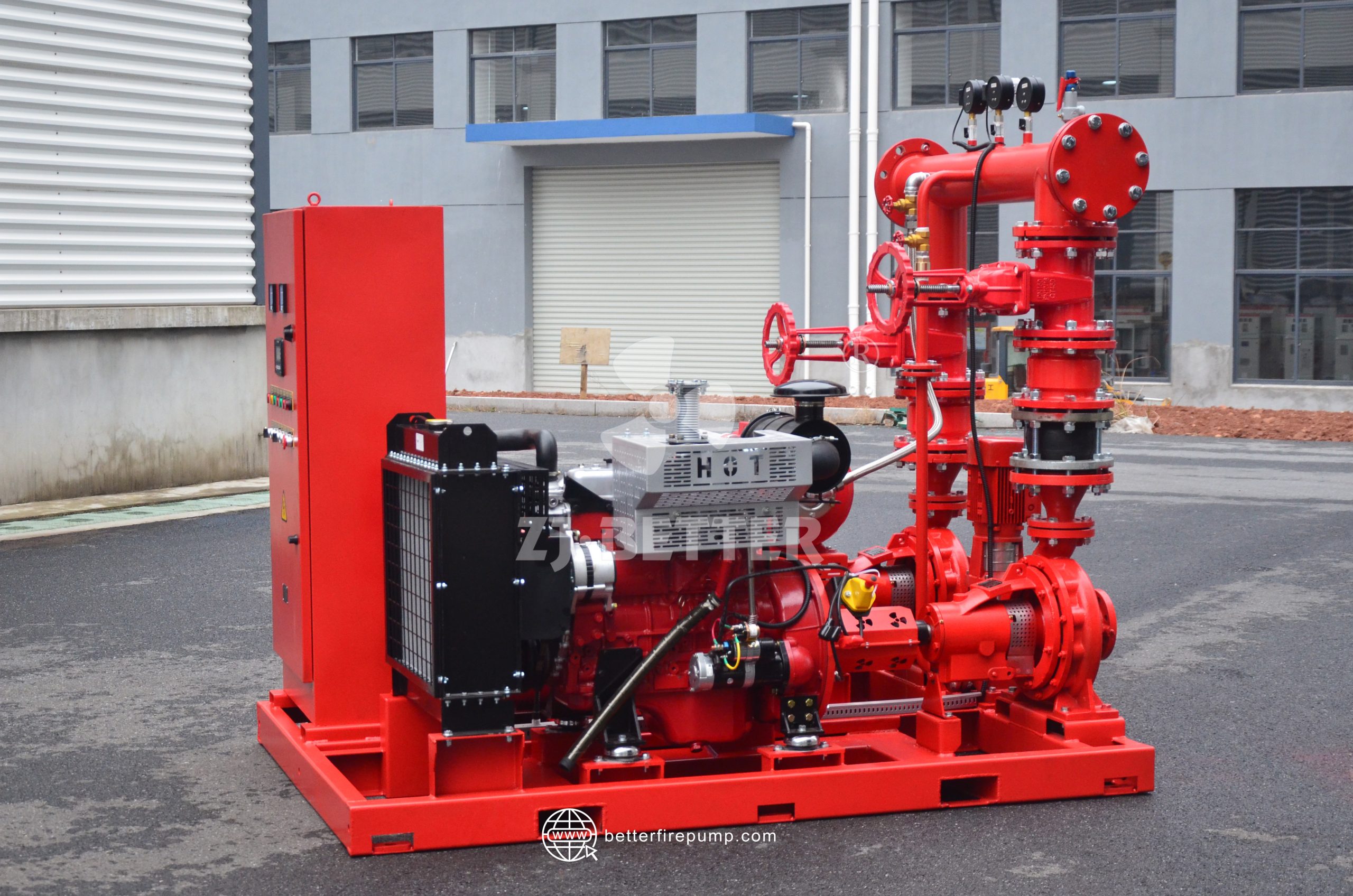
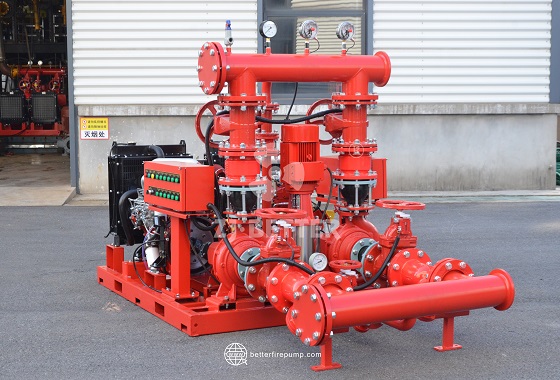
The independent diesel-powered fire pump unit is specifically designed for fire water supply during power outages and emergency situations. It features rapid start-up, continuous and stable operation, high flow rate and head, and an integrated structure. It is widely used in industrial plants, warehouses, large buildings, and critical fire protection systems.
This independent diesel-powered fire pump unit is a core emergency fire-fighting equipment specifically designed to address situations where the fire protection system cannot receive normal water supply due to power outages or extreme operating conditions. Powered entirely by a diesel engine, it is completely independent of external power systems, ensuring stable startup and continuous operation even in the event of power outages, damaged lines, or complex disaster environments. It provides reliable, continuous, and compliant fire-fighting water supply to the fire protection system. The unit utilizes a mature and reliable diesel power system with strong torque output and excellent adaptability to various operating conditions. Even under high load and prolonged operation, it maintains stable speed and continuous power output, ensuring the fire pump remains effective throughout the entire fire-fighting process. The diesel engine is specifically matched and tuned for fire-fighting applications, boasting excellent starting performance. It can be quickly put into operation via electric start or manual emergency start, significantly shortening the response time of the fire protection system and gaining valuable time for initial fire control. The fire pump body adopts a high-efficiency hydraulic model design with smooth and rational internal flow channels. This ensures high flow rate output while effectively reducing hydraulic losses, maintaining stable head and pressure output under both rated and off-design conditions. It can meet the water supply requirements of multiple fire lines operating simultaneously, making it suitable for large buildings, industrial plants, and warehousing and logistics centers that require high fire-fighting water supply capacity. The diesel fire pump unit features a skid-mounted integrated design, integrating the diesel engine, fire pump, control system, cooling system, fuel system, and necessary piping and accessories onto a single base. The compact and rational layout facilitates transportation and hoisting, significantly reducing on-site installation difficulty and construction time, making it particularly suitable for fire protection projects requiring rapid delivery and commissioning. The integrated structure also enhances the overall rigidity and operational stability of the equipment, effectively reducing potential hazards caused by vibration or improper installation. The cooling system employs a high-efficiency heat dissipation scheme, effectively controlling the diesel engine’s operating temperature in high-temperature environments or during prolonged continuous operation, preventing performance degradation or shutdown risks due to overheating, and ensuring the unit’s reliable operation during the entire fire-fighting process. The fuel system is rationally designed, providing stable and smooth fuel supply, ensuring the diesel engine receives sufficient fuel under varying load conditions, preventing insufficient fuel or unstable fuel supply from affecting the fire pump’s output performance. The control system is a crucial component of this unit. The accompanying diesel fire pump control cabinet integrates various monitoring and control functions, enabling automatic start-up, manual control, remote signal linkage, and display of operating status and fault alarms. When the fire protection system detects a pressure drop or receives a fire alarm signal, the control system can quickly instruct the diesel engine to start and drive the fire pump. The entire process is rapid and logically clear, effectively reducing the uncertainty caused by human intervention. The control system also features multiple safety protection mechanisms, providing real-time monitoring of key parameters such as engine speed, oil pressure, and water temperature during operation, thus enhancing equipment operating safety and reliability while prioritizing fire protection. This diesel fire pump unit is manufactured with strict control over material selection and manufacturing processes. Key pressure-bearing components are made of high-strength materials, possessing excellent pressure resistance, wear resistance, and corrosion resistance. This allows it to withstand the high pressure, infrequent starts, and critical reliability requirements of fire protection systems, effectively extending the overall service life of the equipment. Considering the long standby periods typical of fire protection equipment, the unit is designed for ease of maintenance. Routine inspections and regular maintenance are sufficient to maintain optimal working condition. The maintenance process is clear, and maintenance costs are controllable, reducing the operational and maintenance burden on users over the long term. This independent power diesel fire pump unit has a wide range of applications. It can serve as the main pump or backup pump in fixed fire protection systems and is widely used in industrial parks, petrochemical facilities, power plants, warehousing and logistics bases, high-rise buildings, underground facilities, and other locations with extremely high fire safety requirements and uncertain power supply reliability, providing strong and independent water supply assurance for fire protection systems. Overall, this product, with its independent power advantage (not relying on electricity), stable and reliable hydraulic performance, highly integrated structure, and intelligent and reliable control system, ensures uninterrupted fire water supply even in the event of a power outage. It is a key equipment choice in modern fire protection engineering for enhancing system safety redundancy and emergency response capabilities, helping users build a more reliable and robust fire safety defense line.