High-Performance Fire Pump Unit – Providing Powerful and Reliable Hydraulic Support for Large Facilities
High-performance fire pump units, with their superior hydraulic design, intelligent control system, and stable and reliable operation, provide continuous and efficient fire-fighting water supply support for buildings, industries, and public facilities. They offer advantages such as high head, large flow rate, and low energy consumption, making them suitable for high-rise buildings, factories, warehouses, and chemical plants, and an ideal choice for enhancing the safety and efficiency of fire protection systems.
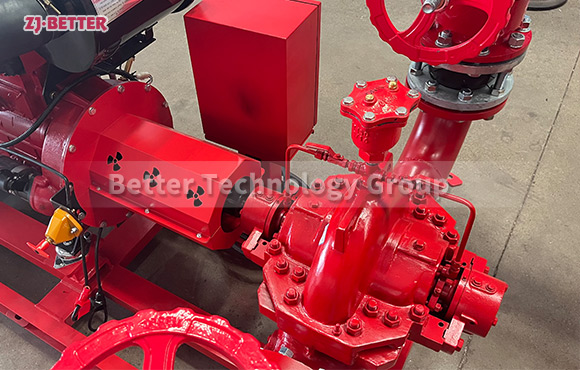
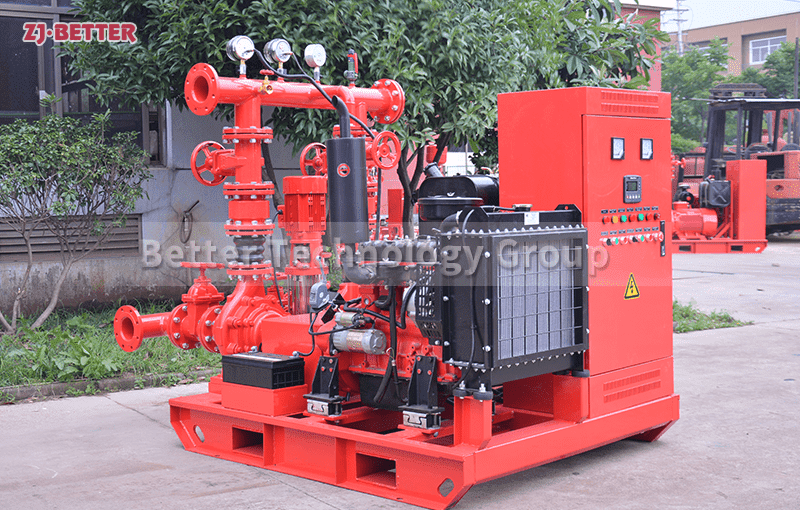
High-performance fire pump units, as indispensable core equipment in modern fire protection systems, bear the important mission of providing stable and powerful hydraulic support in emergency fire situations. They directly determine fire extinguishing efficiency and system safety, and are a key link in the operation of fire protection systems in industrial, commercial, public buildings, and even energy facilities. Through precise design concepts, advanced manufacturing processes, and excellent operational stability, high-performance fire pump units can operate efficiently in various complex environments, thus ensuring the immediate response and continuous water supply capacity of the fire protection system. The unit adopts an integrated structural design, with the pump body, drive motor, control system, and piping components working closely together to form a highly efficient water supply unit. Its design fully considers the comprehensive performance requirements of high head, high flow rate, and high reliability, enabling flexible application in fire protection systems of different scales. Whether in high-rise buildings, factory workshops, warehousing centers, port facilities, or petrochemical plants, it can maintain a continuous and stable output of water pressure and flow. The pump body is made of high-strength alloy materials, with excellent pressure resistance, and can withstand high-intensity water flow impacts for extended periods. The impeller undergoes dynamic balancing and precision machining to ensure low vibration, low noise, and high efficiency operation even at high speeds. The pump shaft is made of high-precision stainless steel, offering excellent corrosion resistance and wear resistance, thus extending the overall lifespan of the equipment and reducing maintenance costs. The drive unit can be equipped with either an electric motor or a diesel engine, allowing for flexible energy configuration options depending on system requirements. Electric-driven fire pumps are suitable for buildings with stable power supplies, enabling rapid start-up and precise control; while diesel-driven pumps are suitable for locations with unstable power or high risk of power outages, ensuring a reliable water supply even during power failures. The entire system is also equipped with automatic start/stop and manual control functions, automatically starting the pump unit when a system pressure drop is detected, maintaining the immediate responsiveness of the fire protection system. The control system is one of the core components of the device, employing intelligent PLC control technology for multi-parameter monitoring and automated operation management. The control cabinet incorporates multiple sensor modules for pressure, flow, temperature, and running time, providing real-time system status monitoring and alarm functions. When equipment malfunctions or is overloaded, the system automatically switches to standby pumps or issues an alarm signal, ensuring uninterrupted operation of the entire water supply system. The user interface is simple and intuitive, supporting manual, automatic, and remote modes, suitable for various application scenarios. In terms of performance, the high-performance fire pump unit boasts excellent head capacity and flow output range, achieving a maximum head of hundreds of meters and a water supply capacity of thousands of cubic meters per hour, adapting to fire-fighting needs of varying scales. Its efficient hydraulic design significantly improves pump operating efficiency, reduces energy loss, and outputs higher water volumes under the same power conditions, thereby drastically reducing operating energy consumption. Optimized hydraulic channel design and impeller curve shape effectively reduce fluid resistance and hydraulic losses, bringing the pump’s overall efficiency to an internationally leading level. The unit also demonstrates strong advantages in stability and reliability. All components undergo rigorous dynamic and static testing and high-pressure testing to ensure high-precision operation even under extreme conditions. The mechanical seal system uses high-temperature and wear-resistant materials, ensuring leak-free operation under long-term high pressure and high temperature conditions. The pump base design is robust, effectively absorbing operating vibrations, reducing noise, and extending overall service life. In terms of maintenance, the high-performance fire pump unit offers excellent maintainability. The modular structure design facilitates easy disassembly and assembly of components, allowing for regular inspection and replacement of vulnerable parts, reducing downtime. The system is also equipped with a self-checking function, enabling periodic automatic testing to ensure the equipment is always in optimal operating condition. The lubrication system features an automatic oil supply design, ensuring continuous lubrication of the bearings, thereby extending equipment life and reducing manual maintenance workload. In addition to its outstanding performance and reliability, the device also boasts excellent adaptability. It maintains stable operation in high-temperature, high-humidity, low-temperature, or dusty environments. Its external protective coating is treated with corrosion-resistant and anti-oxidation processes, effectively preventing corrosion from corrosive gases in environments such as coastal areas and chemical industrial zones. The device can be customized with pipe interface sizes, inlet/outlet water directions, and control logic to meet various engineering installation requirements. Energy saving and environmental protection are also important considerations in the product design. Through optimized hydraulic efficiency and system matching design, the pump unit minimizes energy consumption across all operating conditions, meeting modern building energy efficiency standards. High-efficiency motors and optimized transmission systems significantly reduce power loss and carbon dioxide emissions, providing reliable support for the construction of green fire protection systems. The optimized noise control system design makes the equipment operate more quietly, suitable for locations with strict noise control requirements such as hospitals, office buildings, and residential areas. Safety is the primary principle in fire protection equipment design. High-performance fire pump units are equipped with comprehensive safety protection functions, including overload protection, overheat protection, low oil pressure alarm, and automatic shutdown, ensuring safe and reliable operation under any circumstances. The system also supports multi-pump linkage control; in the event of a main pump failure, a backup pump can automatically take over, ensuring uninterrupted water supply. This unit is widely used in high-rise buildings, industrial parks, subway tunnels, airports, chemical plants, and warehousing and logistics centers, providing powerful power support for fire protection systems. Its high reliability and long lifespan not only reduce the operating and maintenance costs for users but also improve the overall safety level of the fire protection system. With the development of intelligent technology, this unit can also achieve data interconnection with building automation systems (BAS) or fire monitoring systems (FAS), remotely monitoring the pump unit’s operating status and providing fault early warning, providing a scientific basis for fire management. In summary, high-performance fire pump units, with their superior hydraulic performance, intelligent control system, energy-efficient operation, and outstanding reliability, have become an ideal choice for modern fire protection engineering. It not only provides robust hydraulic support in critical moments, but also offers long-term reliable fire protection for various buildings and industrial facilities with its stable, efficient, intelligent, and safe comprehensive performance. Whether in routine maintenance, emergency response, or long-term operation, this device demonstrates performance advantages surpassing traditional pump sets, laying a solid foundation for the efficient and safe operation of fire protection systems.