The Ideal Diesel Fire Pump Solution for Large Buildings and Oil & Gas Facilities
Discover the ultimate diesel fire pump solution engineered for high-rise buildings and oil & gas facilities. Delivers high pressure and large flow with autonomous performance for reliable fire protection.
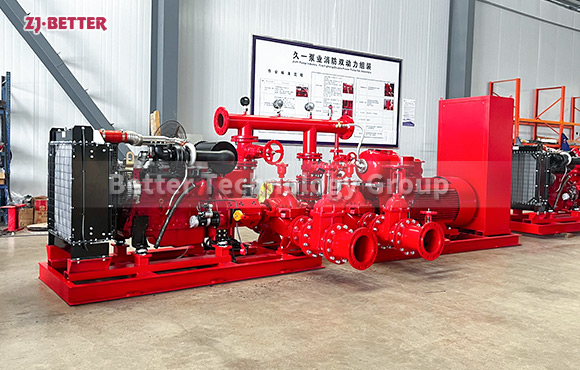
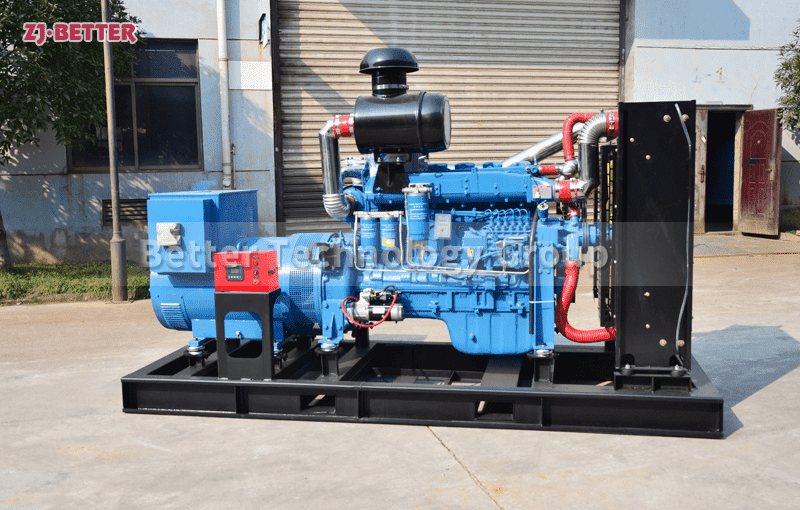
In modern infrastructure, fire protection systems must operate with uncompromising reliability and performance, especially in high-risk environments such as high-rise buildings, petroleum refineries, chemical processing plants, power stations, and expansive industrial complexes. Diesel engine-driven high-capacity fire pumps have emerged as a vital cornerstone in such fire protection schemes due to their autonomous operation, high pressure, large flow rate, and durability in extreme operating conditions. This diesel fire pump unit, integrated with a split-case centrifugal pump and an industrial-grade diesel power engine, is purpose-built to deliver exceptional water output at high heads, meeting the rigorous standards of global fire safety regulations including NFPA 20, UL/FM concepts, and other regional compliance norms. The pump set features a horizontally split volute casing design, which allows for easy maintenance without disturbing the pipework or motor alignment, making it highly convenient for after-sales servicing and long-term operation. The pump body is typically made from high-grade cast iron or ductile iron, resistant to corrosion and mechanical stress, while the impeller is precision-balanced, dynamically tested, and manufactured from bronze or stainless steel, ensuring both hydraulic efficiency and mechanical durability. The heart of this system—the diesel engine—is selected from globally recognized brands known for their stable torque, fast start-up capability, and excellent power-to-weight ratio. This robust engine enables the fire pump to operate independently from the power grid, a critical factor during emergencies when electric supply may be compromised. Furthermore, the system is equipped with a heavy-duty radiator cooling system, battery start system, and intelligent controller which offers multiple start modes including auto, manual, and remote start. The controller is designed with real-time monitoring functions such as RPM, oil pressure, coolant temperature, battery voltage, and cumulative running time, ensuring a full understanding of pump health and engine behavior throughout the operational cycle. For high-rise buildings, this diesel fire pump unit is capable of generating sufficient pressure to deliver water to the uppermost floors without compromising flow rate. It solves the traditional problems of head loss and low efficiency caused by pipeline height and friction. With options to operate at heads exceeding 120 meters and flow capacities up to 2500 GPM or more, this fire pump is ideal for commercial skyscrapers, large-scale malls, exhibition centers, airports, and convention facilities. For the oil and gas industry, this diesel fire pump plays a critical role in both fixed and mobile firefighting systems. Its rugged construction and high-reliability engine make it ideal for deployment in remote drilling sites, petrochemical terminals, tank farms, and hazardous areas where electric systems may not be viable. Its compatibility with foam and water-based systems further enhances its value in flammable liquid environments. The pump set also supports continuous operation over extended periods, thanks to an oversized fuel tank, dual battery start-up, and high-temperature tolerant components, making it suitable for 24/7 readiness in mission-critical facilities. From an installation perspective, the fire pump system is typically mounted on a heavy-duty steel skid base with anti-vibration mounts, ensuring quiet and stable operation even under full load. Some configurations offer optional trailer-mounted mobile versions for flexible fire response needs, especially in mining, forestry, and municipal water supply applications. In terms of system protection and safety, the diesel fire pump unit is equipped with automatic shutdown features in case of low oil pressure, high water temperature, engine overspeed, or battery failure. Visual and audible alarms are integrated to ensure immediate response and troubleshooting by fire safety personnel. Advanced versions come with data logging capability, event recording, and network connectivity to integrate with building management systems (BMS), SCADA, or remote monitoring platforms. The entire unit is subjected to factory hydrostatic testing, performance testing per customer specification, and engine load tests to verify torque and RPM behavior under simulated field conditions. Documentation such as performance curves, test reports, installation manuals, and maintenance guidelines are supplied with the system to support smooth project integration. Engineers and safety managers worldwide trust these diesel fire pumps not only for their raw power but for their intelligent adaptability to harsh environments and demanding project requirements. They are engineered with a safety-first philosophy, providing a critical layer of fire protection that remains operational even during natural disasters, grid failures, or internal power outages. Additionally, spare parts availability, technical support, and long service life make them a cost-effective investment for any project where fire safety is non-negotiable. Whether it’s about protecting a 60-story commercial complex or securing the flammable zones of a refinery, this diesel-powered split-case fire pump stands out as a high-performance, high-reliability solution. It bridges the gap between engineering robustness and real-world fire safety needs, ensuring that when an emergency strikes, there is no room for compromise. With increasing fire protection standards globally and heightened awareness around disaster preparedness, investing in a powerful and intelligent fire pump system is not just a compliance decision—it’s a strategic safeguard for lives, property, and infrastructure continuity. This diesel fire pump unit, with its unmatched pressure capabilities, resilience, and autonomous function, is truly the preferred choice for engineers, contractors, and fire system integrators involved in safeguarding large buildings and oil & gas facilities around the world.