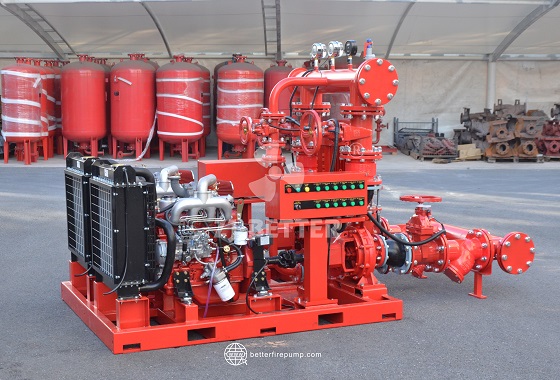

Energy Optimized Diesel Fire Pump for Stable Performance
High-efficiency diesel fire pumps have the advantages of low energy consumption, high stability and large flow rate water supply. They are suitable for industrial, municipal and building fire protection systems, ensuring safe and reliable emergency water supply.
High-efficiency diesel fire pumps optimize energy consumption and operational stability. Developed to meet the dual requirements of energy efficiency and reliability in modern fire protection systems operating under high loads and long service life, this advanced water supply equipment deeply integrates high-efficiency centrifugal pump technology with a diesel power system. Combined with optimized structural design and intelligent control concepts, it achieves the goal of effectively reducing fuel consumption and operating costs while ensuring stable output of large flow and high pressure. In practical fire protection engineering applications, whether in industrial parks, large warehousing and logistics centers, high-rise building complexes, or municipal infrastructure projects, fire pumps must have the ability to start rapidly and operate stably continuously at critical moments. High-efficiency diesel fire pumps, with their multifaceted performance advantages, have become a core component of these systems. From a hydraulic design perspective, the equipment employs an optimized impeller structure and flow channel design, creating a smooth flow path for water within the pump body, thereby reducing turbulence and energy loss, improving hydraulic efficiency, and achieving lower energy consumption while ensuring flow rate and head. This high-efficiency hydraulic performance not only enhances the overall output capacity of the equipment but also lays the foundation for energy-saving operation. In terms of the power system, the equipment uses a high-performance diesel engine. By precisely matching the pump body load characteristics, the engine can maintain high combustion efficiency under different operating conditions, thereby reducing fuel waste and improving power output stability. Simultaneously, diesel power has the advantage of independent operation, providing continuous power support even in power outages or environments without electricity. This is crucial for ensuring the reliable operation of the fire protection system in emergencies. In terms of structural design, the equipment adopts an integrated base layout, integrating the pump body, engine, and control system onto the same platform. This not only improves the overall rigidity and stability of the equipment but also facilitates transportation and installation. Furthermore, the rational structural layout shortens the power transmission path, reducing mechanical losses and further improving system efficiency. Regarding the control system, the equipment is equipped with an intelligent control unit that monitors system pressure, flow rate, and equipment operating status in real time through sensors, enabling automatic start/stop and operation adjustment functions. The pump unit automatically starts when system pressure drops and automatically stops when pressure recovers, thus avoiding unnecessary operating time and reducing energy consumption. The control system also has fault diagnosis and alarm functions, enabling timely protective measures to be taken when equipment malfunctions. To prevent the escalation of faults and ensure system safety, the equipment employs a highly efficient heat dissipation design in its cooling system. Through a large-area radiator and optimized air duct structure, the diesel engine maintains a suitable temperature during prolonged high-load operation, preventing performance degradation or equipment damage due to overheating. This is particularly crucial for continuously operating fire protection systems. Regarding operational stability, the dynamic balancing design of the pump body and engine, along with the application of vibration-damping structures, ensures low vibration and low noise during operation. This not only improves the operating environment but also reduces mechanical wear, extending the equipment’s service life. In terms of materials and manufacturing processes, key components are made of high-strength, wear-resistant materials and undergo strict quality control, enabling the equipment to operate stably for extended periods in high-temperature, high-humidity, and corrosive environments, minimizing performance degradation caused by material aging or damage. Regarding energy efficiency, the equipment maximizes energy utilization efficiency through a combination of efficient hydraulic design, optimized power matching, and an intelligent control system. In actual operation, it can dynamically adjust its operating status according to system requirements, thereby reducing unnecessary fuel consumption and lowering operating costs. Finally, the equipment utilizes a modular design for maintenance. The design concept ensures a rational layout of key components, allowing maintenance personnel to quickly inspect and replace parts, thereby reducing downtime and improving system availability. In terms of application scope, this high-efficiency diesel fire pump is widely used in industrial facilities, municipal engineering, and building fire protection systems. In these scenarios, it provides continuous and stable high-flow water supply support while exhibiting excellent adaptability and reliability. Its stability is particularly outstanding in critical facilities with extremely high requirements for continuous water supply. Regarding safety, the equipment is equipped with multiple protection mechanisms, including overload protection, low oil pressure protection, and high-temperature protection. In abnormal situations, it can automatically shut down and issue an alarm, thus preventing equipment damage and ensuring safe system operation. Overall, the high-efficiency diesel fire pump achieves a balance between high-performance output and low-energy operation through the combination of advanced technology and optimized design. It not only meets the reliable water supply needs of modern fire protection systems but also demonstrates significant advantages in energy saving, consumption reduction, and maintenance cost control. It is an important equipment type with broad application prospects in current and future fire protection engineering, providing more efficient, stable, and economical fire water supply solutions for various engineering projects.


































