High-Efficiency Horizontal Fire Pump Units Improve Industrial Fire Water Supply Efficiency
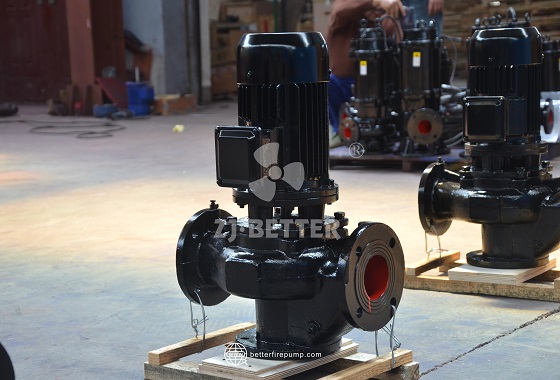
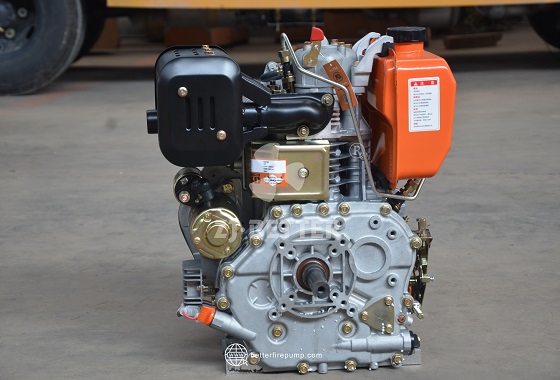
The high-efficiency horizontal fire pump unit integrates a diesel engine, a horizontal centrifugal fire pump, an intelligent control system, and a high-efficiency heat dissipation device. It has advantages such as automatic start-up, large flow rate, high head, continuous water supply, stable operation, and convenient maintenance. It is widely used in industrial parks, petrochemical plants, power facilities, warehousing and logistics, ports, municipal engineering, and large building fire protection systems, providing reliable and efficient fire water supply solutions for modern fire protection engineering.
With the increasing demands for fire safety in industrial manufacturing, petrochemicals, power energy, warehousing and logistics, ports and docks, and large commercial buildings, fire-fighting water supply equipment not only needs stable and reliable performance but also continuous operation, rapid response, and efficient water supply capabilities. As a crucial component of modern stationary fire protection systems, the high-efficiency horizontal fire pump unit integrates a diesel engine, horizontal centrifugal fire pump, intelligent control cabinet, cooling system, and auxiliary control components into a single unit. It can continuously output a stable fire water source under various complex operating conditions, providing reliable support for fire hydrant systems, automatic sprinkler systems, water mist fire extinguishing systems, and foam fire extinguishing systems. Its compact overall design not only improves equipment operating efficiency but also facilitates transportation, installation, and subsequent maintenance, making it one of the most widely used fire-fighting water supply equipment in modern industrial fire protection engineering. The horizontal fire pump adopts an advanced hydraulic model design, with a precisely dynamically balanced impeller and optimized flow channel, effectively reducing hydraulic losses and improving overall efficiency while ensuring high-flow water delivery capacity. The equipment can provide various flow and head configurations to meet different fire protection engineering needs, satisfying both long-distance water supply requirements for large industrial parks and the continuous fire pressure demands of high-rise buildings and large warehousing centers. The diesel engine, as an independent power source, can start quickly even in the event of a power outage or emergency, ensuring uninterrupted fire water supply and significantly enhancing the safety of the fire protection system. The engine utilizes a mature power platform, offering stable power output, high fuel efficiency, and the ability to operate continuously for extended periods, meeting the continuous water supply requirements during fire fighting. The high-efficiency cooling system, equipped with a large-capacity radiator and optimized air duct design, ensures stable engine operation even under high temperature, high humidity, or prolonged full-load conditions, effectively preventing power loss due to overheating and improving overall equipment reliability. The intelligent control system, a crucial component of the unit, monitors key parameters such as engine speed, coolant temperature, oil pressure, battery voltage, fuel level, and fire pipeline pressure in real time, and features automatic start/stop, manual operation, fault alarm, and data recording functions. When the fire protection system detects a pressure drop or receives an linkage signal, the equipment can quickly start and enter a stable operating state, continuously providing stable pressure and sufficient flow to the fire protection network. The control system also features multiple protection functions, including overspeed protection, high water temperature protection, low oil pressure protection, start-up failure alarm, and automatic battery charging, effectively reducing equipment failure rate and improving operational safety. The horizontal fire pump unit uses a high-strength steel base, providing excellent seismic resistance and load-bearing capacity. The components are rationally arranged and firmly installed, resulting in low vibration and noise during operation, ensuring long-term stable operation. The coupling is precisely calibrated, effectively improving power transmission efficiency, reducing mechanical losses, and extending the service life of the engine and fire pump. The pump body is made of corrosion-resistant materials, combined with high-quality mechanical seals and wear-resistant bearings, enabling it to adapt to long-term continuous operation and complex environmental conditions, reducing maintenance frequency and improving equipment reliability. The modular design further enhances installation and maintenance efficiency; each functional system can be independently inspected and replaced, reducing on-site construction time and shortening the project construction cycle. Depending on the needs of different engineering projects, the unit can be flexibly configured with engines of different power, fire pumps of different specifications, multiple control modes, and interface standards. It can also form a complete fire water supply solution with electric fire pumps, pressure-stabilizing pumps, pressure tanks, and fire control systems, achieving intelligent linkage operation of multiple devices. The equipment is widely used in petrochemical enterprises, power facilities, steel metallurgy, mines, airports, ports, large shopping malls, hospitals, data centers, warehousing and logistics centers, and municipal fire protection projects, providing stable and reliable fire water supply under various complex working conditions. With the development of smart fire protection, the unit also supports remote monitoring and communication functions, and can be connected to the fire control center to achieve real-time monitoring of operating status, fault early warning, historical data query, and remote maintenance management, helping users improve equipment management efficiency and reduce maintenance costs. Before leaving the factory, the entire unit undergoes rigorous performance testing and continuous operation trials to ensure that all performance characteristics meet the long-term stable operation requirements of fire protection projects. With its high-efficiency water supply capacity, independent power advantage, intelligent control level, and excellent environmental adaptability, the high-efficiency horizontal fire pump unit can comprehensively improve the efficiency of industrial fire water supply, provide safer, more stable, and more efficient water supply for modern fire protection projects, and is a reliable and important piece of equipment for various fixed fire protection systems.