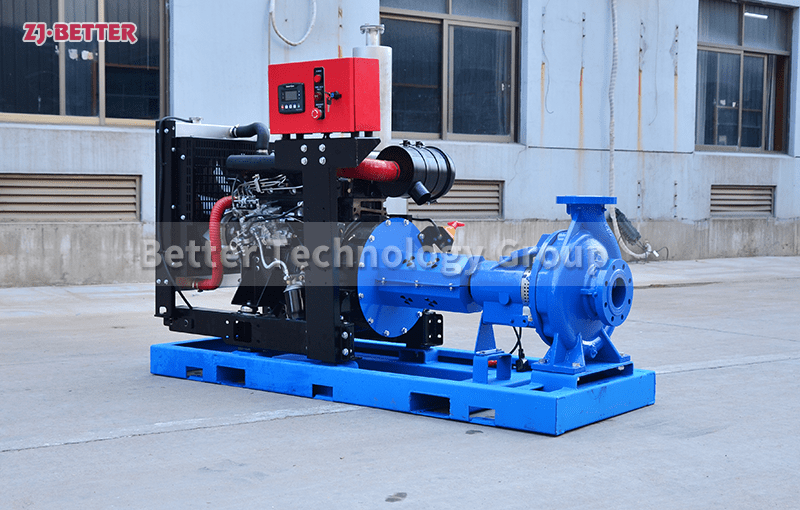
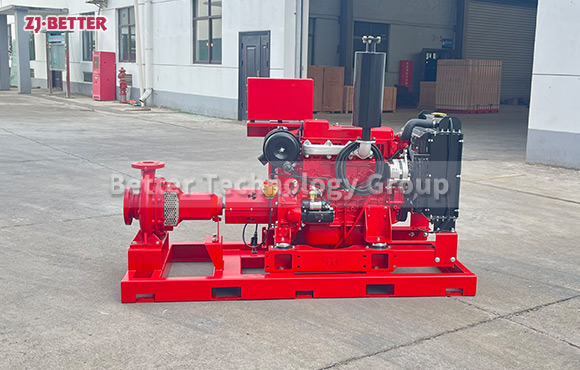
Diesel Engine Fire Pump
Series OTS pumps are single stage,double suction with horizontally split casings .They are suitable pumping unsettled water, clean water ,non-drinkable or hydrocarbon at a temperature not exceeded 105℃.
Series OTS pumps are available for capacities Of 68-18000m3/hr and heads of 70-200m.They are adoptable in water works irrigation and drainage pumping stations,fire fighting systems, marine applications as well as refinery industry,etc.
Split case design permits easy dis-assembly, that is, inspection is simplified, it is not necessary to disturb pump alignment and suction & discharge piping when parts replacement is necessary. Double suction with advanced design of suction performance ensures high suction lift even with large capacity. Pump operation with low noise and stability, in use ensure comfortable environment. Variable combination of materials permit wide application. Drive shaft end of the pump optionally on the left or right. Shaft seal uncooled soft- packed stuffing box or uncooled single acting unbalanced mechanical seal, etc.