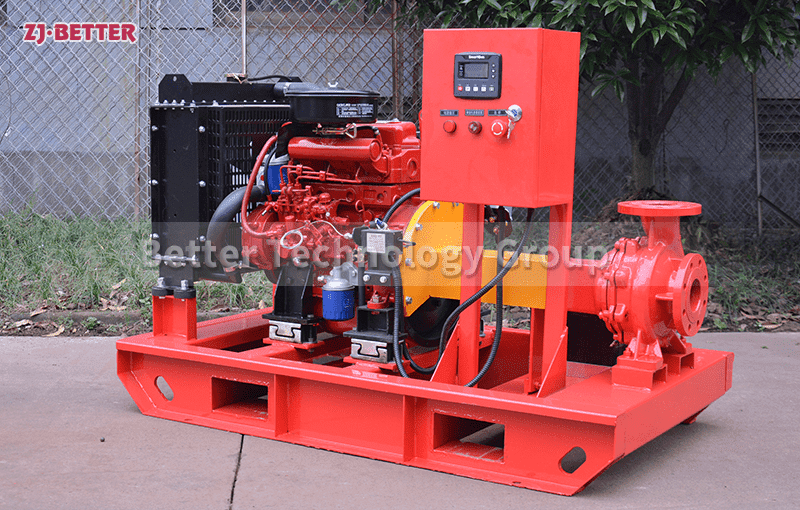
Better Manufactures Diesel Fire Pumps
XA series single-stage centrifugal pump is the earliest single-stage single-suction centrifugal pump product launched by Better (China) Technology Co., Ltd.
This product combines the advantages of similar products in China and abroad, and is designed with excellent hydraulic model. Therefore, its excellent hydraulic performance and structural characteristics ensure that users can effectively reduce the operation cost of pumps in various applications.
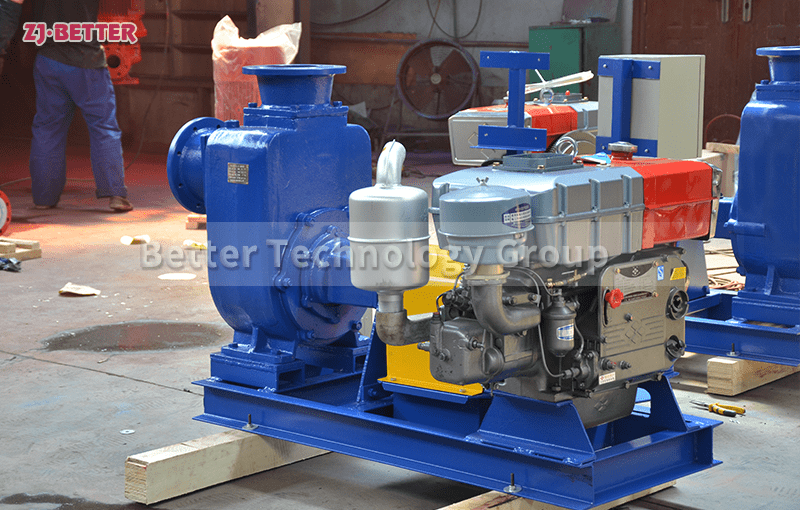
Fire pump application areas:
For transporting clean water and liquids with physical and chemical properties similar to water;
Liquid pressurization devices of water works or water supply companies;
Circulation and cooling systems, boiler feed water, industrial water supply and drainage in industrial process systems:
Farmland irrigation and drainage, air conditioning system, urban water supply and drainage, fire protection system.