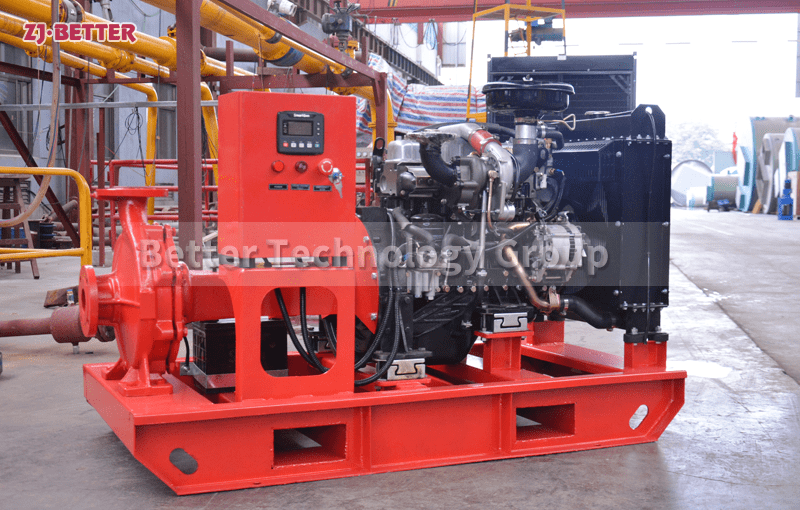
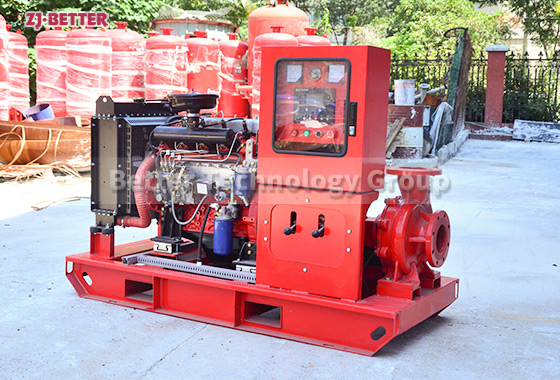
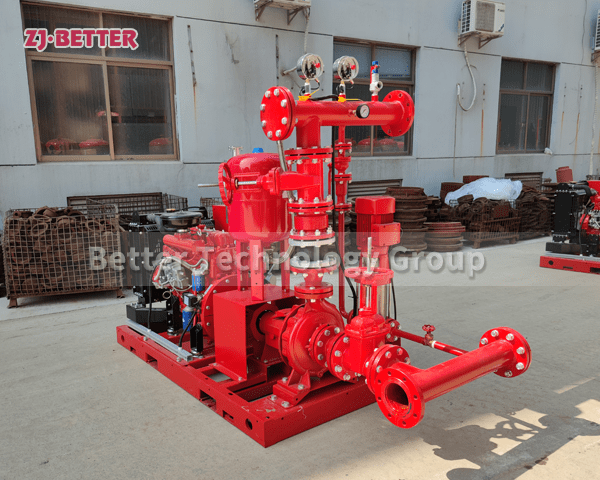
Diesel Multistage Fire Pump
Diesel multi-stage fire pump group is composed of diesel engine and fire pump, the pump group form is multi-stage fire pump. It has the characteristics of high efficiency, wide performance range, safe and stable operation, low noise, long life, convenient installation and maintenance, etc. This product can transport clean water or other liquids with physical and chemical properties similar to water.
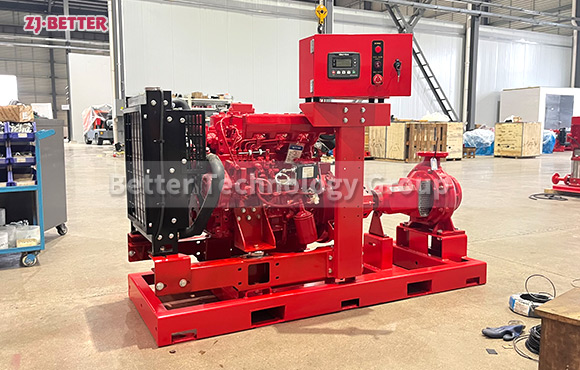
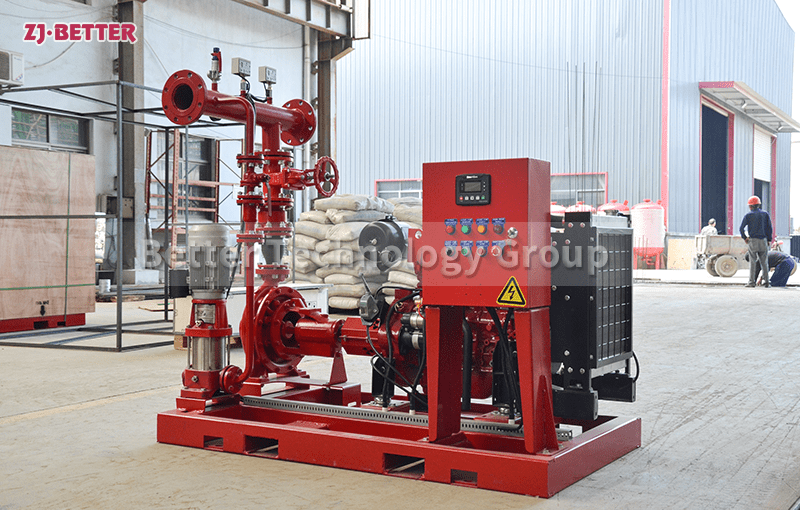
Diesel engine fire pump can be used for conveying 80C without solid particles of clean water or physical and chemical properties similar to water liquid. In the premise of meeting the fire, taking into account the requirements of life, production and water supply. The product can be used for independent fire water supply system, and can be used for fire, living common water supply system, but also for construction, municipal, industrial and mining, water supply and drainage, ships, field operations and other occasions.