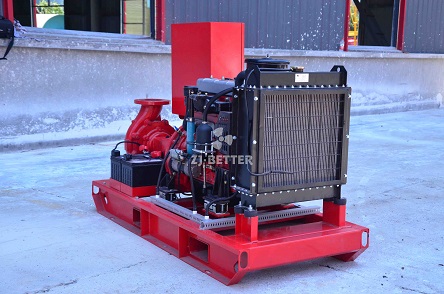

How does diesel fire pump work?
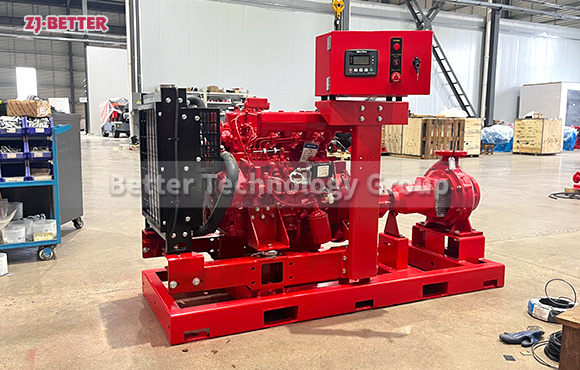
For large fire pumps, diesel fire pumps are presently the hottest fire pumps on the request, especially large storages, jetties, airfields, petrochemicals, power shops, and thawed gas stations, which frequently bear similar large inflow and high power fire pumps. still, unlike the current domestic request, there aren’t numerous professional manufacturers of diesel engine fire pumps, and the models aren’t colorful. As far as XBC- IS diesel engine fire pumps are concerned, it has its own characteristics.
For large fire pumps, diesel fire pumps are presently the hottest fire pumps on the request, especially large storages, jetties, airfields, petrochemicals, power shops, and thawed gas stations, which frequently bear similar large inflow and high power fire pumps. still, unlike the current domestic request, there aren’t numerous professional manufacturers of diesel engine fire pumps, and the models aren’t colorful. As far as XBC- IS diesel engine fire pumps are concerned, it has its own characteristics.
Diesel engine fire pump has numerous advantages:
1. After entering the fire alarm/ pipe network pressure/ power failure/ or other starting signal, the diesel engine pump unit of the outfit can automatically start and operate at full cargo within 15 seconds;
2. The diesel engine pump unit below 360kw adopts the domestically created direct connection technology between the diesel engine and the water pump through the elastic coupling, which reduces the failure points, greatly shortens the starting time of the unit, and increases the trustability and exigency performance of the unit;
3. The unit can be equipped with an AC220V cooling water preheating and heating device, which can insure the normal operation of the unit in an terrain below 5 °C;
4. The automatic alarm function will automatically alarm and cover according to the faults similar as low oil painting pressure and high water temperature of the diesel engine, and also alarm and stop when the speed is exceeded to reduce damage;
5. The erected– in energy tank runs longer; the diesel machine fire pump automatically starts the control panel, and the examination hole cover is easy to clean;
6. The part of the pump body and pump cover of the diesel machine fire pump is divided from the reverse of the impeller, that is, the so– called hinder door structure;
7. During conservation, the pump body, the suction channel, the discharge channel and the motor aren’t moved, and the rotor part can be withdrawn for conservation only by removing the intermediate connecting piece of the coupling, which is veritably accessible.
To be a professional diesel machine fire pump buyer, you need to have a sapient eye in the specifiedproducts.However, you need to choose a combination of good startability, strong load capacity, If you choose XBC- IS diesel engine fire pump.