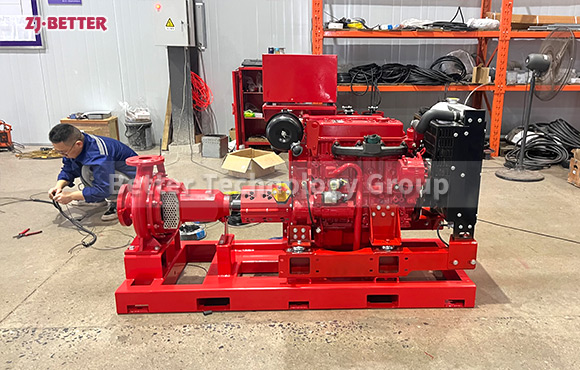
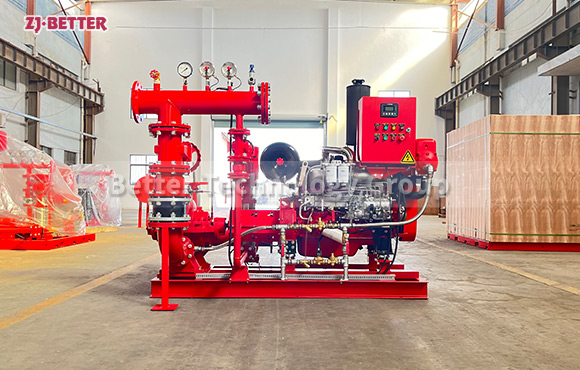
Ideal for Limited Space Applications – Mini Diesel Fire Pump Power Pack
In modern fire protection system design, compactness and stability are key factors. The Mini Diesel Fire Pump Power Pack is specifically engineered to meet the firefighting demands of space-constrained environments. Featuring an integrated, space-saving structure, this unit boasts a scientifically optimized layout for easy installation and maintenance, making it ideal for underground pump rooms, machine room corners, and narrow corridors.
Powered by a high-efficiency diesel engine, the unit ensures steady output and reliable operation even under prolonged heavy loads. It also includes a high-performance cooling system and an intelligent control panel to guarantee quick response and efficient startup in emergency situations. Whether used in industrial plants, commercial buildings, or infrastructure projects, this compact diesel fire pump unit delivers dependable fire protection with maximum practicality.
The company has been deeply committed to the research, design, and manufacturing of fire pump systems for many years. Its product portfolio includes diesel engine fire pumps, electric motor fire pumps, jockey pumps, control panels, and related accessories. These solutions are widely applied across various sectors such as commercial buildings, industrial plants, petrochemical facilities, municipal waterworks, and power generation infrastructure.
With a spacious factory area and fully equipped production facilities, the company integrates casting, precision machining, coating, assembly, and performance testing under one roof. Its standardized workshops and automated production lines ensure consistent quality and production efficiency.
A highly experienced R&D team continuously improves product performance and develops new technologies to meet the evolving needs of the global fire protection market. Products are built to operate reliably under harsh conditions including high temperature, high pressure, and high humidity. Compliance with domestic and international standards such as NFPA20, ISO9001, and CE is maintained, with certain product lines also certified by UL and FM to meet the stringent demands of international markets.
The company maintains strict quality control procedures throughout the entire manufacturing process—from raw material inspection and component machining to final assembly and testing. Every unit undergoes rigorous performance validation before shipment. Custom solutions are also available to tailor flow rates, head pressure, drive types, and control systems according to specific project requirements.
Exporting to markets across Europe, the Americas, the Middle East, Southeast Asia, and Africa, the company has earned a strong reputation for reliability and excellence. Guided by the principles of “Safety First, Quality Foremost, and Global Service,” it continues to provide trusted fire protection systems for critical infrastructure around the world.