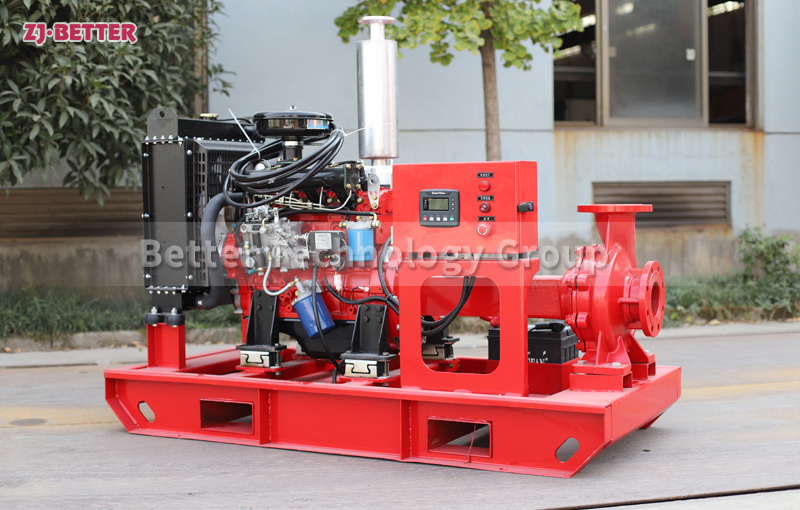
Reliable Diesel Fire Pumps: Ensuring Fire Safety
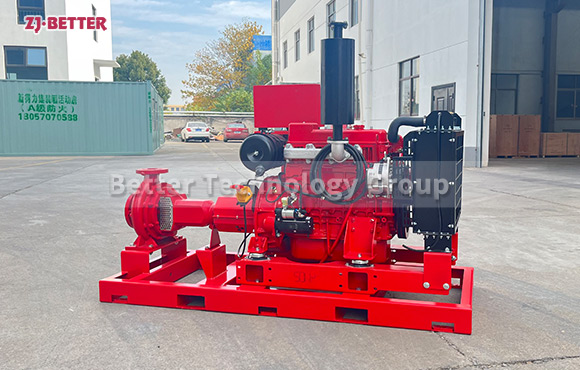
Flow:80-4000 GPM
Head:3-15 Bar
Power:11-1000 kw
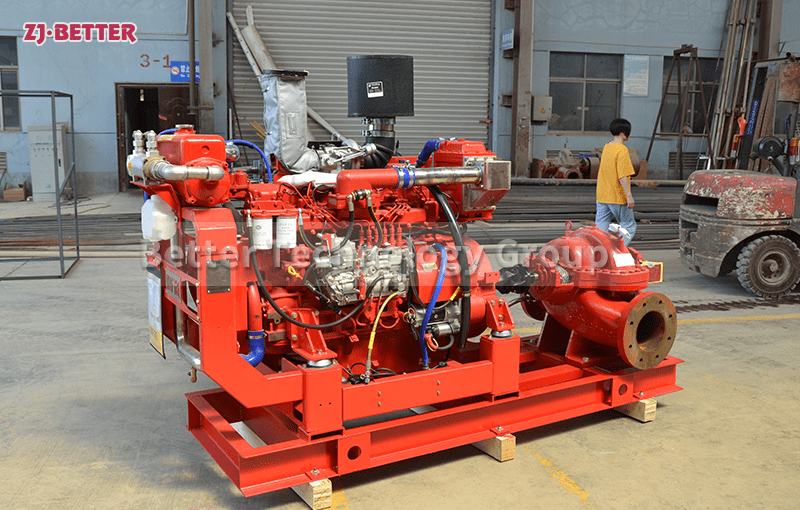
The Diesel Single-stage Single-suction Fire Pump is a versatile solution suitable for a wide range of applications. From hotels, hospitals, and sports arenas to chemical plants, refineries, metallurgical facilities, energy plants, and pharmaceutical companies, this pump set ensures reliable fire protection. It is also ideal for shopping malls, commercial complexes, office buildings, and high-end residential towers. Whatever the setting, the Diesel Single-stage Single-suction Fire Pump delivers dependable performance to safeguard lives and properties from fire risks.
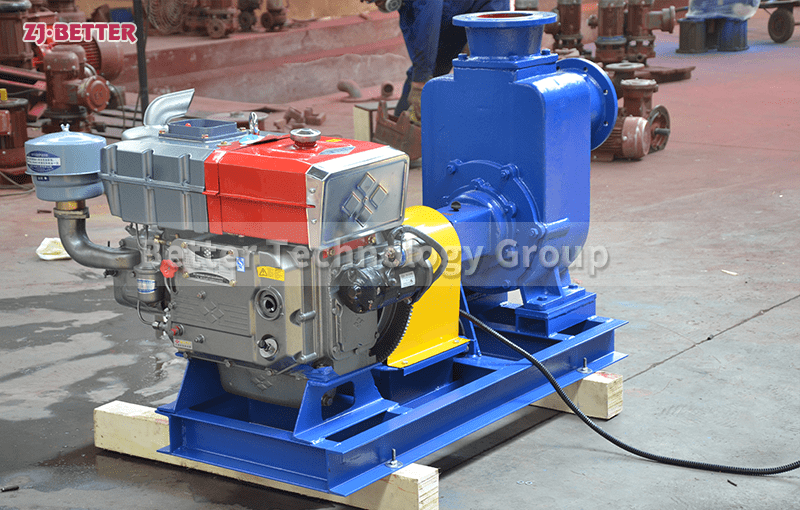
Application: Suitable for various fire booster and pressure stabilization scenarios; various villas, residential communities, and fire systems; industrial and civil building firewater systems; places with high fire protection requirements such as oil depots and docks.
Permissible Media: Potable water, chilled water, firewater, and other media without abrasive impurities or long fiber impurities that cause chemical or mechanical corrosion to the pump. The permissible maximum medium temperature is 70 degrees Celsius, and the maximum ambient temperature is 40 degrees Celsius.