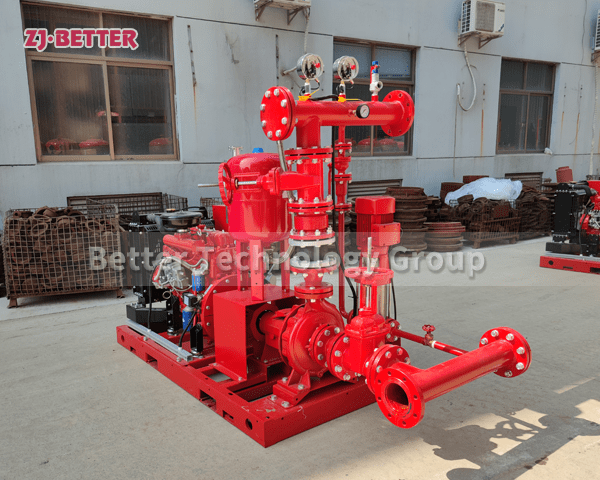
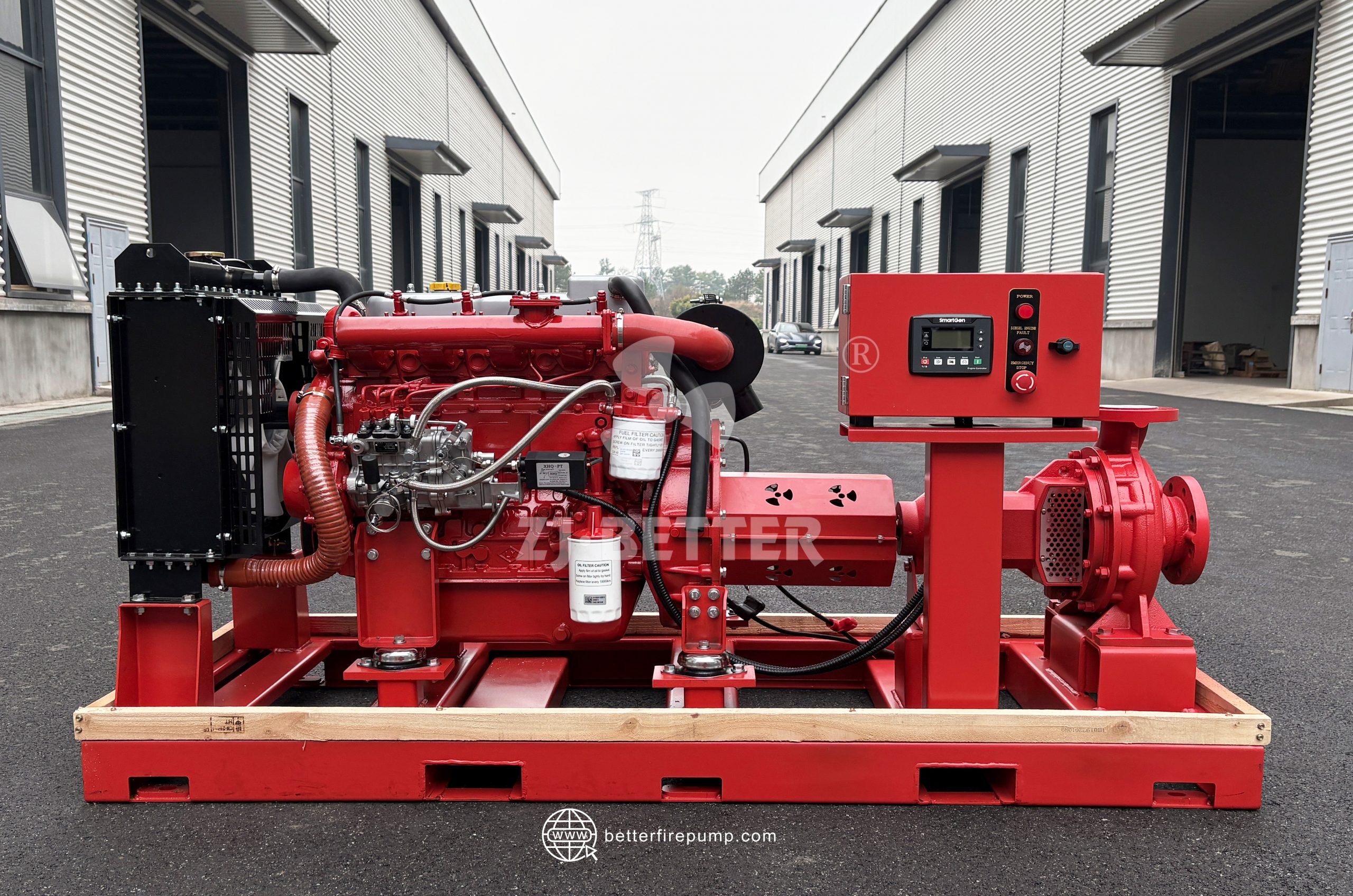
Emergency-Ready Diesel Engine Fire Pumps: Vital Assets
Flow:80-4000 GPM
Head:3-15 Bar
Power:11-1000 kw
The Diesel Single-stage Single-suction Fire Pump is a versatile solution suitable for a wide range of applications. From hotels, hospitals, and sports arenas to chemical plants, refineries, metallurgical facilities, energy plants, and pharmaceutical companies, this pump set ensures reliable fire protection. It is also ideal for shopping malls, commercial complexes, office buildings, and high-end residential towers. Whatever the setting, the Diesel Single-stage Single-suction Fire Pump delivers dependable performance to safeguard lives and properties from fire risks.
The Diesel Single-stage Single-suction Fire Pump with wheels excels in terms of mobility, which is a significant advantage. It is equipped with sturdy and durable wheels, allowing you to effortlessly move the fire pump to the desired location. Whether in urban or rural areas, it can adapt to various terrains and environmental conditions. This convenient mobility makes the Diesel Single-stage Single-suction Fire Pump with wheels an ideal emergency firefighting equipment.