Reliable Diesel Engine Fire Pump Manufacturer – ZJBetter
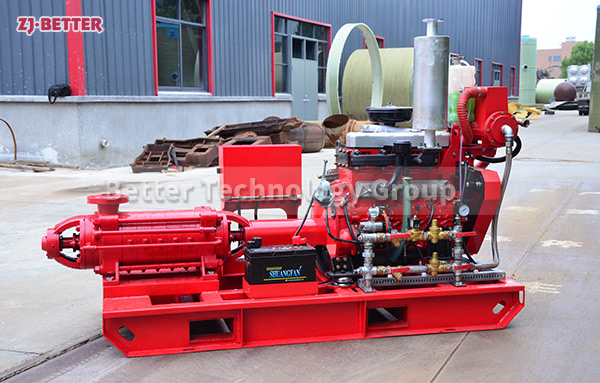
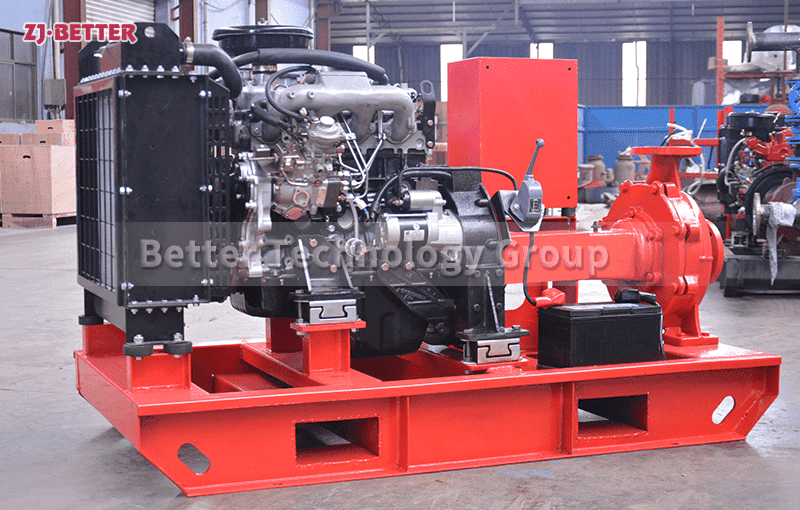
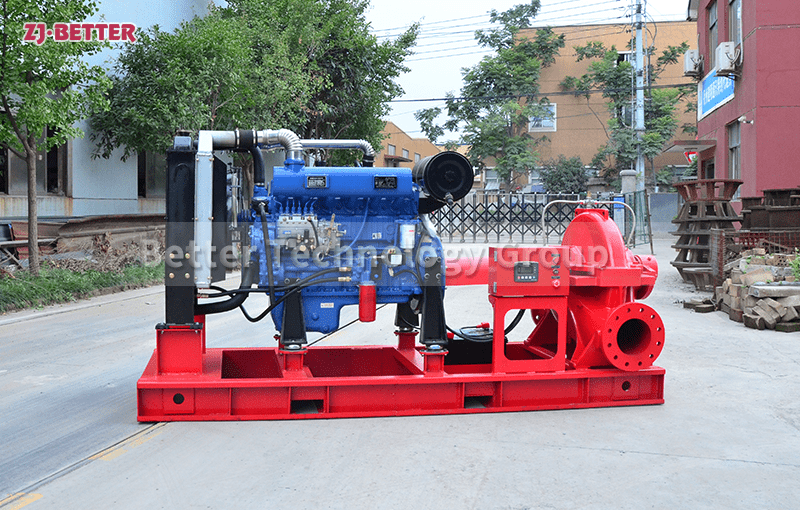
The diesel engine fire pump set has the characteristics of good starting characteristics, strong overload capacity, compact and reasonable structure, convenient maintenance, simple and reliable use, etc. The unit is equipped with protection functions such as overspeed, low oil pressure, failure to start three times, high water temperature, low oil level, and low battery voltage. At the same time, it can be connected with the customer’s automatic fire alarm device or the centralized control cabinet of the fire protection system to realize the function of remote monitoring.
Diesel engine fire pump has the advantages of light weight, small size, flexible movement, quick start, fast water discharge time, large fuel tank capacity, corrosion resistance, reliable use, convenient maintenance, fast automatic start, and self-starting. It can be refueled by itself after dry operation. . Heavy duty pump bearings last longer; other components are selected from high quality copper and stainless steel or customer. Diesel Fire Pump High Efficiency Open Impeller Design can handle large solids and abrasives while maintaining high flow rates and enabling high volume air handling in more “well point dewatering projects”.