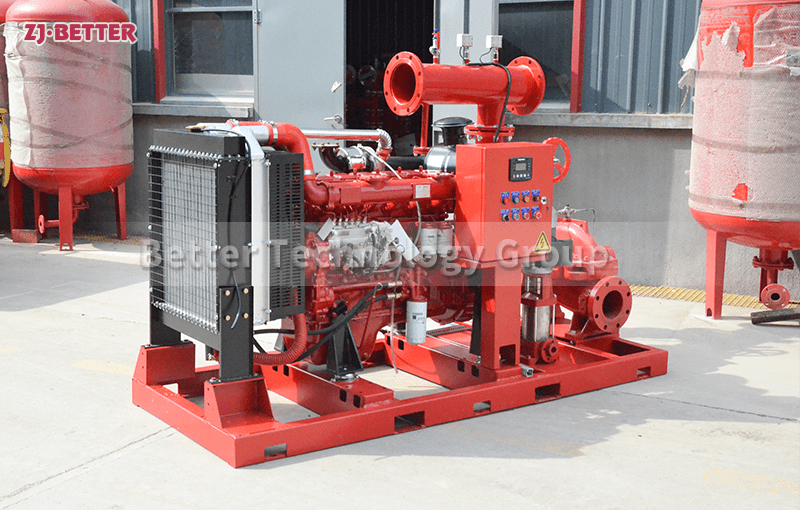
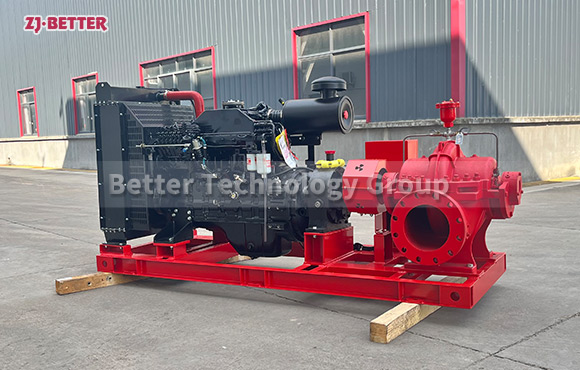
Fire pumps are suitable for pressurized water delivery in fire pipelines
The fire pump is an imported product from abroad. It is divided into different types according to different classification methods. It is fully sealed, leak-free and corrosion-resistant. It is widely used in environmental protection, water treatment, fire protection and other departments to pump various liquids. It is the creation of Ideal for pumps and fire protection systems in non-leakage, non-pollution civilized workshops and civilized factories. The pump types are similar, but the head and flow are different.
The fire pump is suitable for pressurized water delivery in fire pipelines. It is used to pressurize water or other liquids whose physical and chemical properties are similar to water. The temperature of the medium used does not exceed 80°C. It is suitable for industrial and urban water supply and drainage, pressurized water supply for high-rise buildings, garden sprinkler irrigation, long-distance water supply, heating, bathroom and other cold and warm water cycle pressurization and equipment matching, etc.