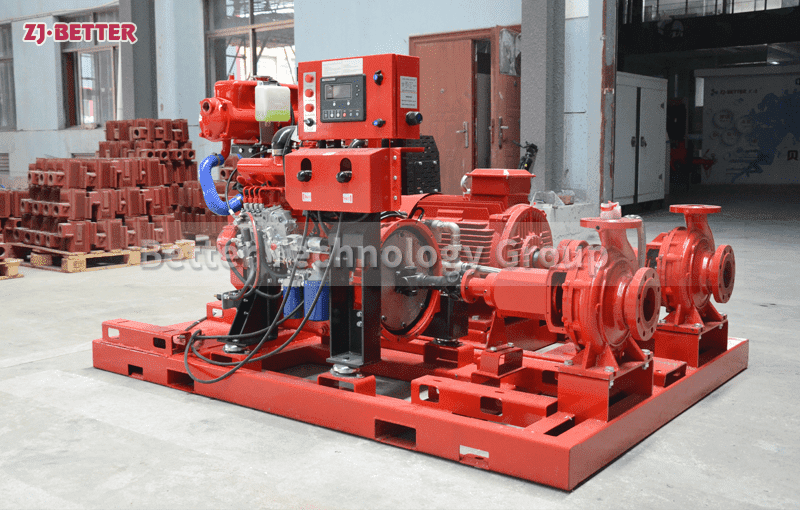
The DJ Fire Pump Set is a combination system consisting of a diesel engine pump and a jockey pump, designed for fire safety in the construction and industrial sectors.
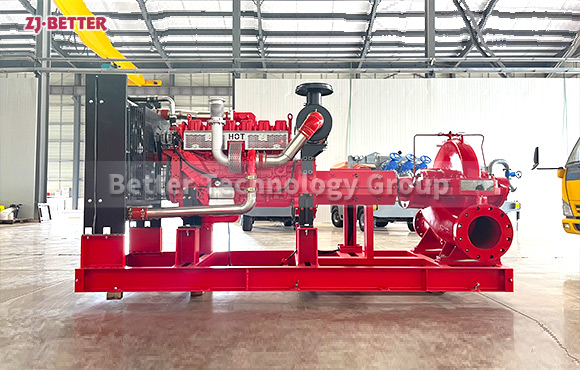
Types of pumps used for fire service include: End Suction Pump, Split Case Pump, Vertical Inline Pump and Vertical Turbine Pump.
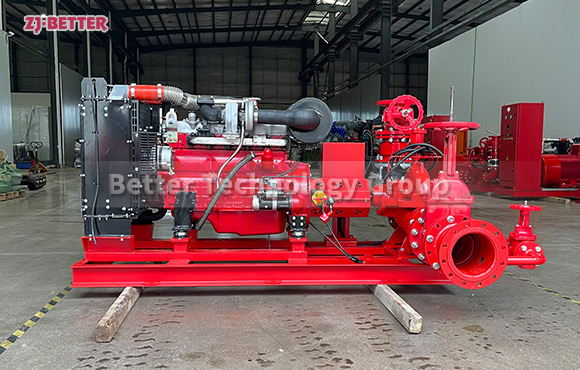
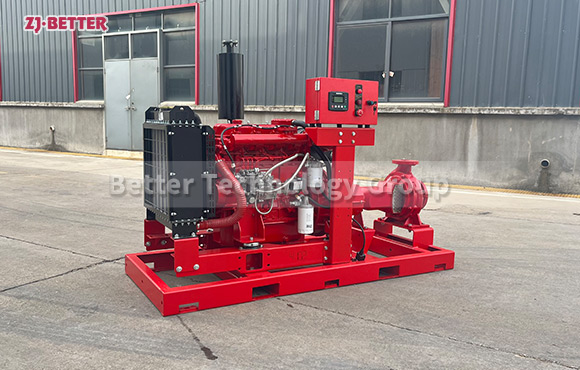
1.Diesel engine pump, with capacity and head equal to electric pump, with fuel tank, water tank, fan,control box.
2. Jockey pump, horizontal or vertical, capacity will be small, but head should be higher than electric and diesel engine pump.
3. Control panel: Auto Control of electric pump, diesel engine pump and Jockey Pump with overload, over current protection.
In various fields, our products find applications in large hotels, hospitals, schools, office buildings, supermarkets, commercial residences, subway stations, train stations, airports, various transportation tunnels, petrochemical plants, thermal power plants,oil storage tanks, large warehouses, industrial and mining enterprises, seawater injection, etc.