Core Technology of Foam Fire Pumps: Compact Design, Stable Output
This compact foam fire pump offers efficient and stable fluid delivery with precise foam proportioning, ideal for demanding applications such as petrochemical plants, airports, and warehouses. Built with wear- and corrosion-resistant materials, it ensures reliable performance, easy maintenance, and long-term durability.
As a critical component in foam fire extinguishing systems, the foam pump plays a decisive role in the efficiency and reliability of the entire system. With growing safety demands across industries, users now expect foam pumps to deliver high transport efficiency, accurate proportioning, and consistent operation under complex conditions. Our newly developed foam fire pump was engineered to meet these elevated standards, with core advantages including compact structural design, stable performance, and easy maintenance.
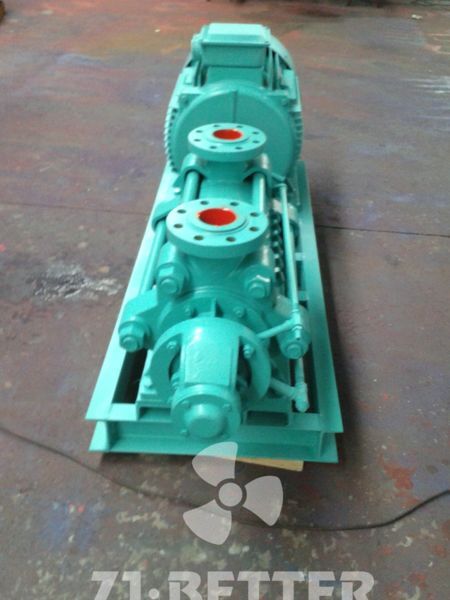
Compact Design, Space-Saving Installation
This foam pump adopts a modular design, resulting in a compact layout that saves valuable space — ideal for environments with tight installation constraints. The high-precision cast iron body paired with a stainless steel shaft sleeve ensures both durability and corrosion resistance. It is especially suited for demanding environments such as chemical plants, oil & gas facilities, and aircraft hangars. The compact structure also minimizes mechanical vibration, extending equipment life.
High-Efficiency Delivery and Precise Proportioning
The pump delivers stable fluid flow and ensures accurate foam concentrate proportioning, seamlessly integrating with various proportioning devices. Even under high pressure or large flow conditions, it maintains consistent output to maximize extinguishing effectiveness and prevent system failure due to incorrect foam ratios.
Stable Performance in Demanding Conditions
Equipped with high-durability materials and advanced gear or impeller transmission systems, the pump resists impact and high temperatures. It performs reliably during frequent starts or continuous operation, making it ideal for sensitive applications such as petrochemical storage zones, hazardous goods warehouses, and airport fire stations.
Maintenance-Friendly, Cost-Effective
Designed with ease of maintenance in mind, all core components are easily disassembled and replaced. Combined with our standardized spare parts support and comprehensive after-sales service, this ensures rapid repairs and extended operation periods. It ultimately helps customers achieve the best cost-performance ratio over the pump’s full lifecycle.