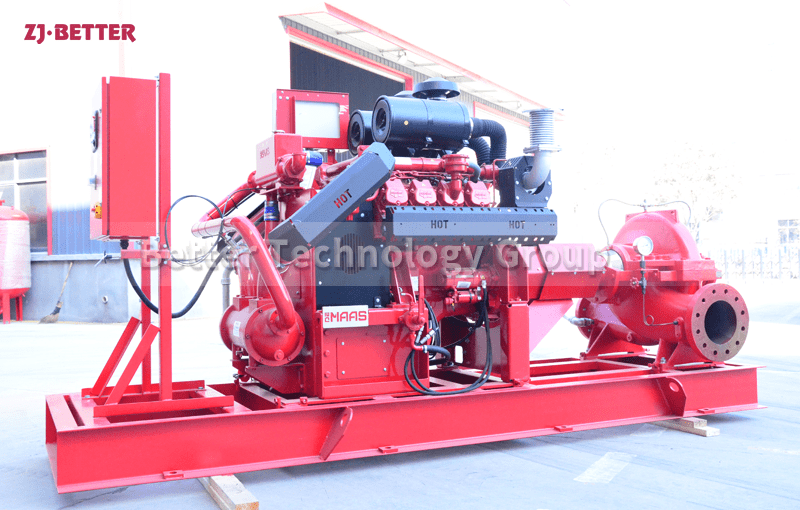
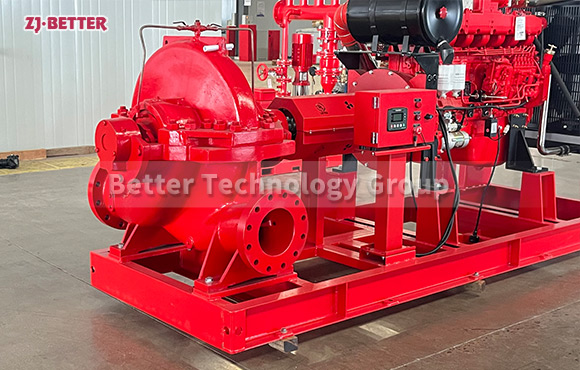
Horizontal Split Case Diesel Engine Fire Pump
200≤Q≤5000GPM
70<H≤200m
Speed: 1500r/min-3000r/min
Split case design permits easy dis-assembly, that is, inspection is simplified, it is not necessary to disturb pump alignment and suction & discharge piping when parts replacement is necessary.
XBC series diesel double suction pump, large diesel flow pump set, adopts new type double suction pump + diesel engine + automatic control system (optional) combination of diversified and efficient, superior performance, safe and stable operation, low noise, energy saving and environmental protection, Easy installation and maintenance, long service life. The technical level has reached the domestic leading large flow. XBC series diesel double suction pump is mainly used for irrigation, municipal drainage, fire fighting, etc.