Powerful Trailer-Mounted Fire Pump Set for Long-Distance Water Supply
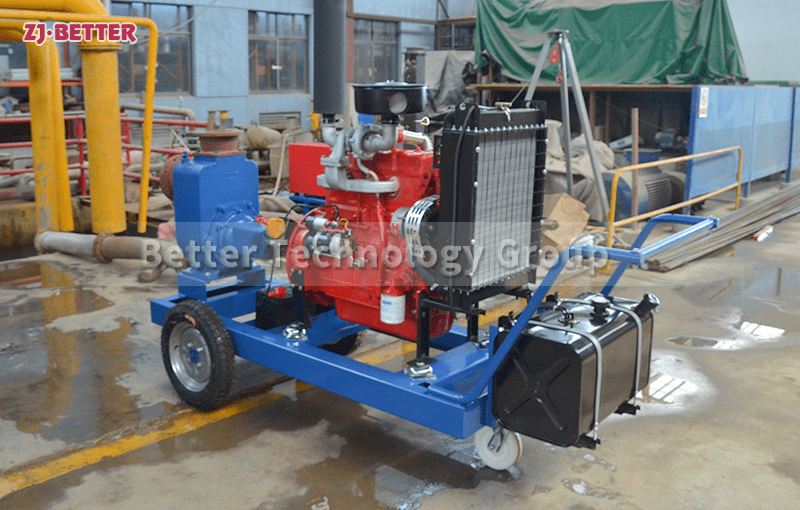
Trailer-mounted diesel fire pump units offer powerful power, flexible mobility, and efficient water supply capabilities. They are suitable for remote areas, emergency rescue, and high-pressure firefighting needs. They can be quickly deployed and provide a stable water source. They are energy-efficient, durable, and feature an intelligent control system to ensure efficient operation of the firefighting system.
When facing large-scale fires or emergency firefighting missions, the mobility, water supply capacity, and reliability of firefighting equipment are crucial factors in determining success. Especially in remote areas or those with limited access to water, the limitations of fixed firefighting equipment make traditional firefighting systems inadequate. In these situations, trailer-mounted diesel fire pump sets offer an ideal solution. Powered by a diesel engine, equipped with an efficient water pump and a mobile trailer chassis, trailer-mounted fire pump sets provide a fast and reliable source of firefighting water to the fire scene, making them particularly suitable for areas far from fixed water sources or with unstable power supplies. Trailer-mounted fire pump sets can be deployed in record time and offer high flexibility, enabling rapid transportation and deployment, ensuring rapid response to fires even in complex emergency situations, playing a vital role. One of the greatest advantages of trailer-mounted fire pump sets is their exceptional mobility. Their trailer-mounted design allows for rapid transport to the fire scene, enabling them to flexibly adapt to varying terrains, particularly in remote or inaccessible areas. The pump unit’s design combines an efficient powertrain with a convenient chassis structure, ensuring efficient water supply without the constraints of fixed pipe networks and power systems. Trailer-mounted fire pump units can efficiently and reliably extinguish fires in locations difficult to reach with traditional fire pumps. Furthermore, the unique design of trailer-mounted fire pump units allows for rapid deployment and evacuation, saving valuable time in emergency situations and enabling firefighting operations to begin sooner. This flexibility makes them particularly well-suited for emergency rescue and post-disaster recovery scenarios, particularly in high-risk areas such as chemical plants, mining areas, and forest fire prevention. Trailer-mounted fire pump units can quickly deploy and effectively provide water, preventing firefighting failures caused by insufficient water supply. Another significant advantage of trailer-mounted fire pump units is their robust power source. The diesel engine powering the system ensures normal operation even without a power source. Compared to electric fire pumps, diesel-powered pump units are independent of the power system, eliminating the risk of unavailability during power outages or unstable power supplies. This significantly improves the reliability of trailer-mounted fire pump units in emergency situations, making them particularly suitable for areas lacking a fixed power source. The diesel engine’s efficient combustion system provides ample power, enabling the pump unit to maintain a stable water flow even under high loads and high flow rates. Even in high-temperature environments or under prolonged high-load operation, the diesel engine maintains stable operation, ensuring continuous firefighting operations. The reliability of trailer-mounted fire pump units makes them invaluable equipment for locations with high fire risk and long-term deployments. Another major advantage of trailer-mounted fire pump units is their efficient water pump and energy-saving design. The pump, utilizing advanced hydraulic principles, delivers high flow and high head, meeting the needs of large-scale firefighting operations. The pump’s high efficiency enables the unit to deliver robust water flow with relatively low fuel consumption, significantly reducing energy consumption during extended operation. The precise matching of the diesel engine and water pump makes the entire system highly efficient and minimizes energy waste. Furthermore, the trailer-mounted fire pump unit’s energy-saving design is also reflected in its fuel system. The diesel engine’s sophisticated control system ensures complete fuel combustion, improving fuel efficiency and reducing operating costs. This efficient and energy-saving design not only makes trailer-mounted fire pump units advantageous in terms of initial investment but also provides substantial economic benefits over the long term. The unit’s durability and environmental resistance are also key factors in its widespread adoption. The pump body and structural components of trailer-mounted fire pump units are constructed from high-quality, corrosion-resistant and high-temperature-resistant materials, enabling stable operation in extreme environments. Durability is particularly crucial in regions with high concentrations of industrial chemicals and extreme climatic conditions. The high-strength alloys and corrosion-resistant coatings employed in the units effectively resist corrosion while withstanding high temperatures and high pressures. The pump unit’s design ensures a high degree of malfunction over extended operation, significantly reducing maintenance frequency and costs and extending its lifespan. The intelligent control system of trailer-mounted fire pump units also significantly enhances their performance and ease of use. Modern trailer-mounted fire pump units are typically equipped with advanced control panels that display key data such as pump operating status, oil pressure, water temperature, and current in real time, enabling operators to monitor equipment performance. The intelligent control system automatically adjusts the pump’s speed and output flow rate based on load for optimal operation. Furthermore, the intelligent system features automatic fault diagnosis. When an anomaly occurs, it quickly generates an alarm and initiates protective measures, effectively preventing equipment failures from impacting firefighting operations. Through intelligent management, operators can more easily monitor equipment operation and improve work efficiency. The trailer-mounted fire pump unit is also easy to maintain and service. Its modular design allows for easy disassembly of all key components for routine inspection and maintenance. Major components such as the fuel tank, cooling system, and nozzles can be quickly cleaned and replaced, reducing maintenance time and labor costs. Furthermore, the unit’s chassis is rationally designed and equipped with shock absorbers to effectively reduce vibration during transportation and protect the unit from damage. Overall, the trailer-mounted fire pump unit, with its superior power, flexible maneuverability, energy-efficient design, durable structure, and intelligent control system, has become an indispensable component in modern firefighting systems. It not only enables rapid response to various emergency fires and firefighting tasks, but also provides a robust water supply for emergency rescue operations, meeting the efficient water supply needs in a variety of scenarios. Whether used for urban firefighting, industrial firefighting, or natural disaster response, the trailer-mounted fire pump unit provides continuous and reliable support, ensuring efficient and safe firefighting operations. With the continuous development of firefighting technology and equipment, trailer-mounted fire pump units will continue to be upgraded and optimized to further enhance their performance, energy efficiency, and intelligence, providing more reliable protection for global fire safety.