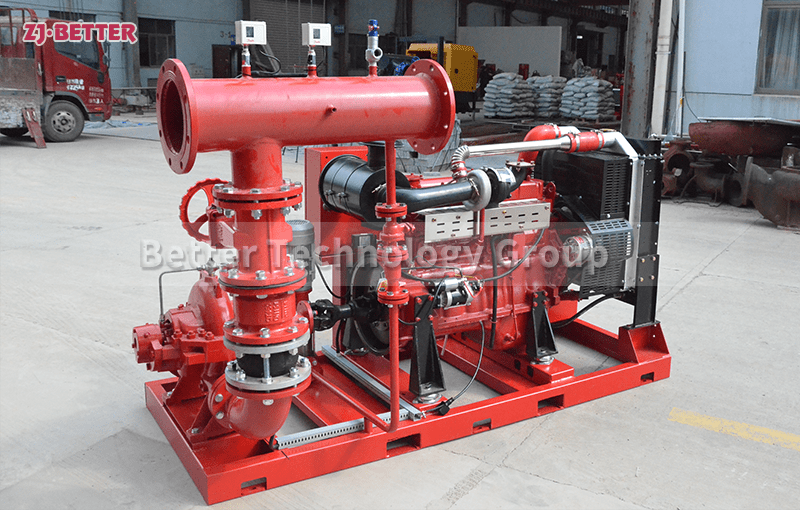
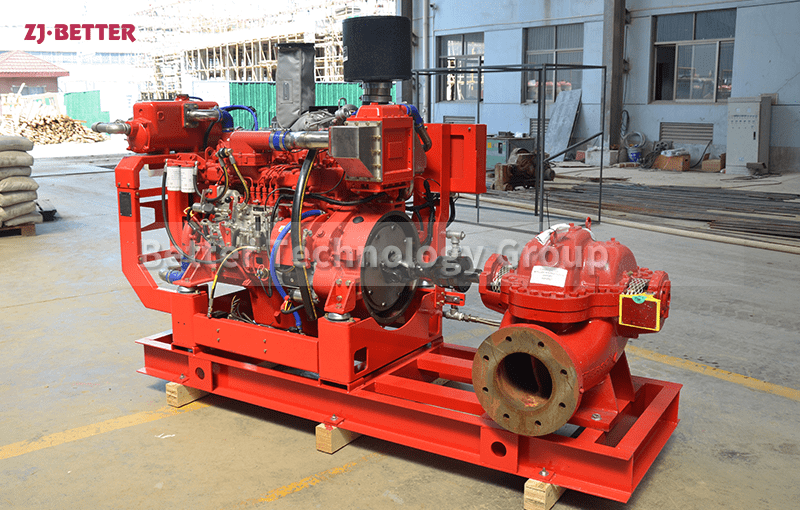
Diesel engine fire pump is a common necessary facility. Only when the fire signal comes, and the electric water pump fails or the power supply is cut off, the diesel engine fire pump will automatically start. The diesel engine fire pump is installed together with the electrical instrument, with complete functions, compact structure, automatic fault alarm, accepting the starting signal, and can automatically complete the starting procedure and run at full load quickly. When the diesel engine fire pump is insufficient in fuel, low battery voltage, and high lubricating oil temperature , enough to ensure that the diesel engine fire pump starts in a low temperature environment, the entire system of the diesel engine fire pump is safe, reliable, and easy to use.