What equipment is the diesel engine fire pump mainly composed of?
As a fixed firefighting equipment, diesel engine fire pumps are widely used in firefighting and shunting operations, especially when there is no power supply or no power supply (main power supply).
The diesel engine fire pump has a high degree of automation, with automatic, manual and fault self-inspection functions, and monitors the working status throughout the process. Automatic restart, automatic pre-lubrication and pre-heating functions after recovering from faults make the equipment start-up safer and more reliable. The diesel engine fire pump has remote control and remote control functions in the central control room. It can also have a fieldbus connection. The battery adopts automatic floating charging (constant current, constant voltage, drip charging), and the battery is in standby state at any time.
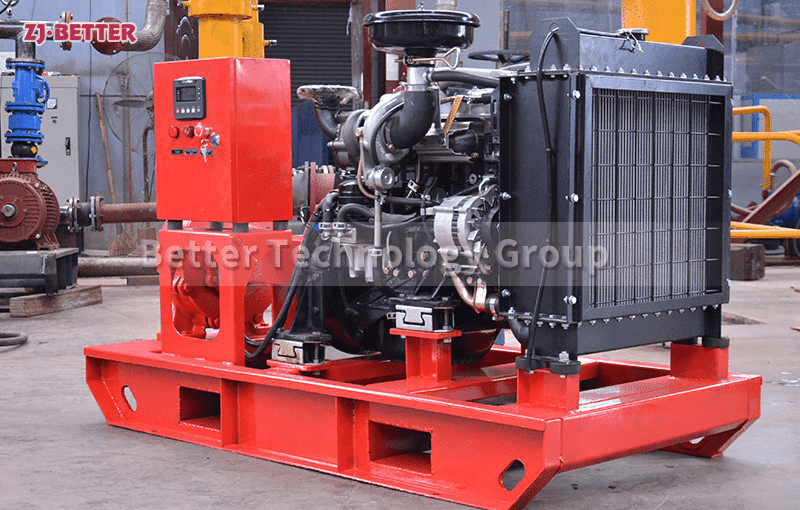
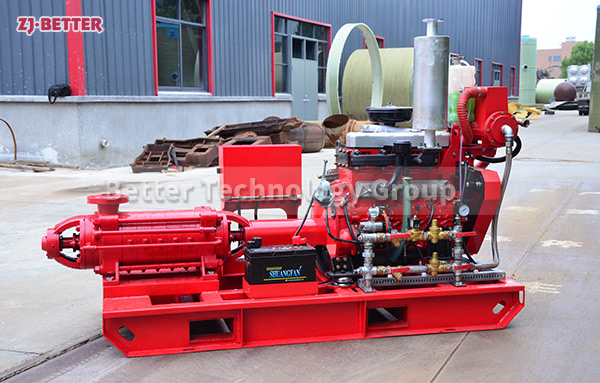
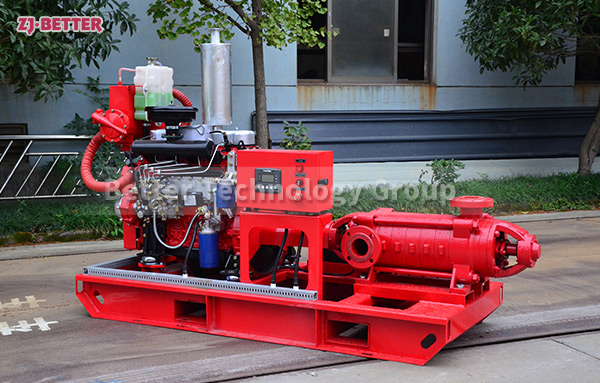
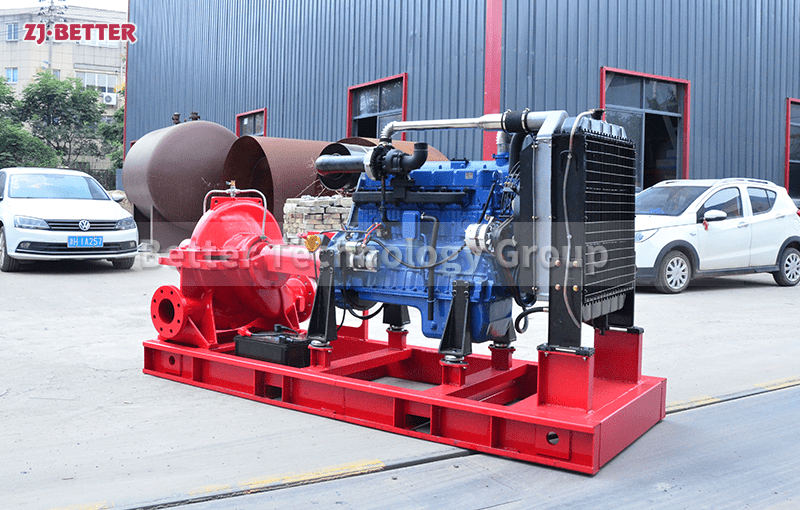
Diesel fire pumps can also be equipped with other diesel engines as power engines according to user needs. It is mainly composed of diesel engine, fire pump, connection device, fuel tank, radiator, battery, intelligent self-control panel, etc. The crankshaft of diesel engine fire pump has high overall rigidity, high strength and high torque transmission efficiency. Adopt international advanced technology, gantry frame, sliding bearing, plate-fin cooler, upper heat exchanger, rotary oil filter, double cooling system. The performance, smoke and noise indicators of the diesel engine fire pump meet the national standard, and the fuel consumption is lower than the national standard by more than 2.1g/kwh.