Home » Diesel engine fire pump » Advantages of Diesel Engine Fire Pump

Advantages of Diesel Engine Fire Pump
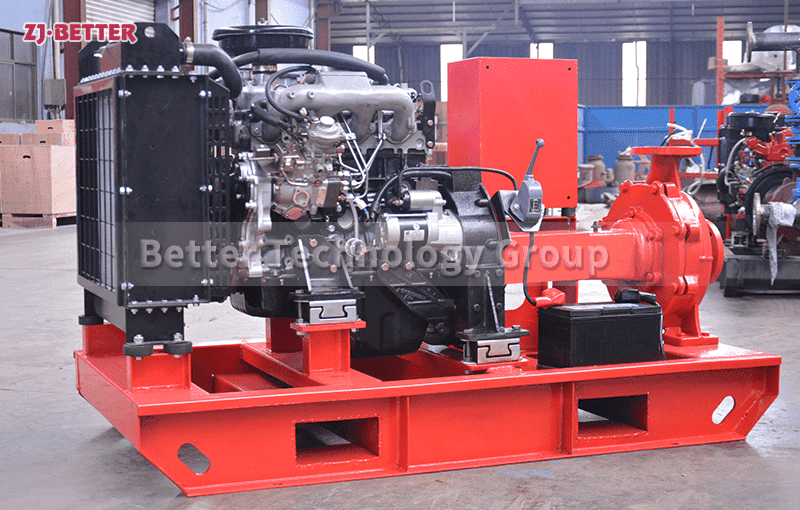
The diesel engine fire pump is a kind of electromechanical integration equipment which can be driven directly by the fire pump and can start and finish the water supply in a short time. It is suitable for agricultural irrigation, rescue and relief, smelting, aircraft depot, petrochemical oil depot, liquefied gas station, textile and other fire-fighting water supply occasions, especially in the case of power supply cannot be satisfied, the choice of diesel-driven pumps is a reliable and guaranteed equipment choice.
Contact US
Get Price
Share:
Content
1. Automatic operation: when the diesel pump unit receives a valid fire fighting signal or a remote start signal, the unit will automatically start running; when the electric fire pump power supply system loses power or a phase signal, the unit will automatically be in standby mode. Start for 10S, if it cannot start running, it will stop for 10S, then restart again, the unit will automatically repeat three times.
2. Automatic charging: in the automatic position of standby, if the battery voltage is too low, it can be charged automatically by the mains; when the battery voltage is sufficient, it will stop charging automatically to avoid damaging the battery and to ensure the smooth start of the unit.
3. Automatic alarm: multiple start failure alarm, diesel engine low oil pressure alarm, diesel engine water temperature alarm, diesel engine over speed alarm, battery low voltage alarm, charging failure alarm, fuel shortage indication alarm.
4.Automatic preheating: keep the diesel engine in a hot standby state to ensure emergency work at low temperatures.
Inquiry
More Diesel engine fire pump