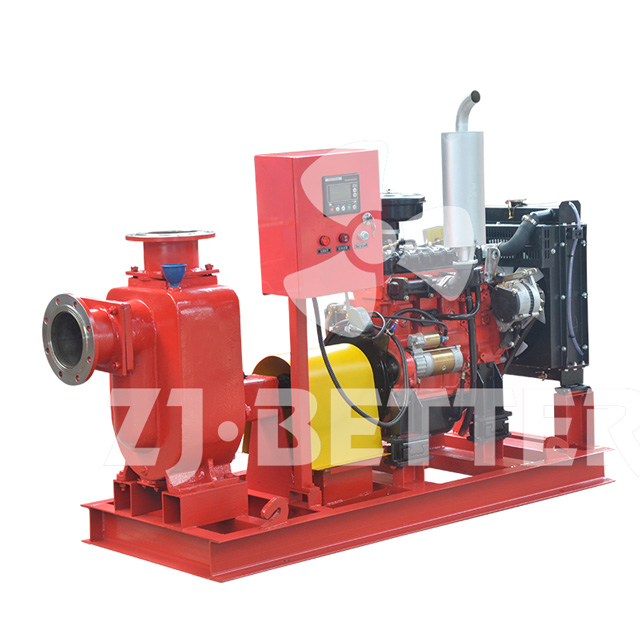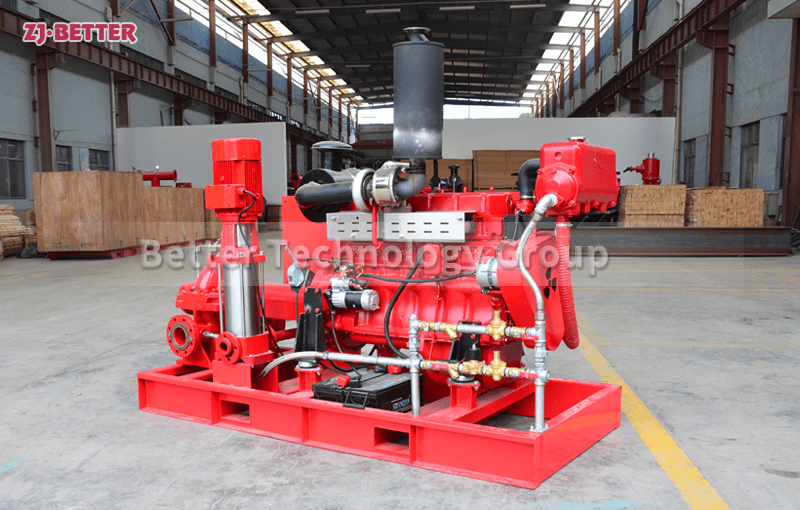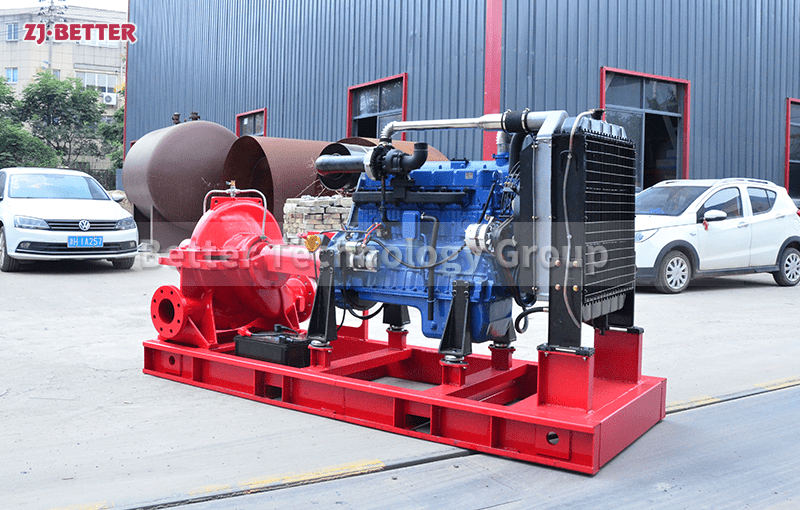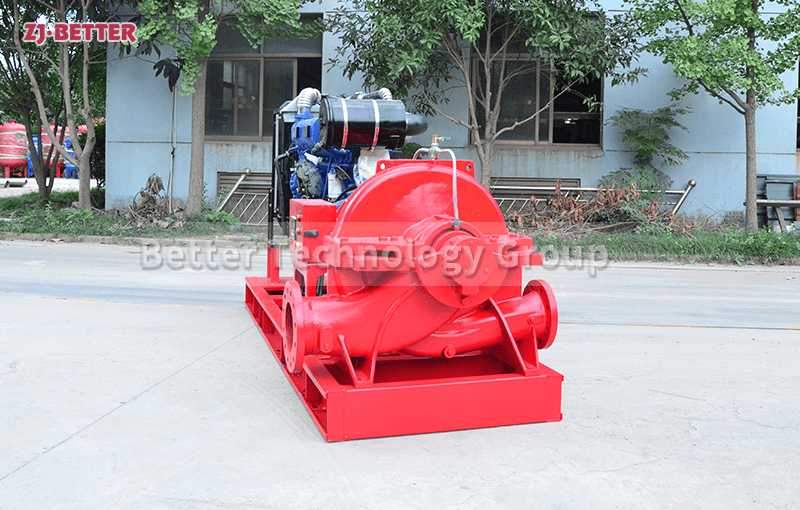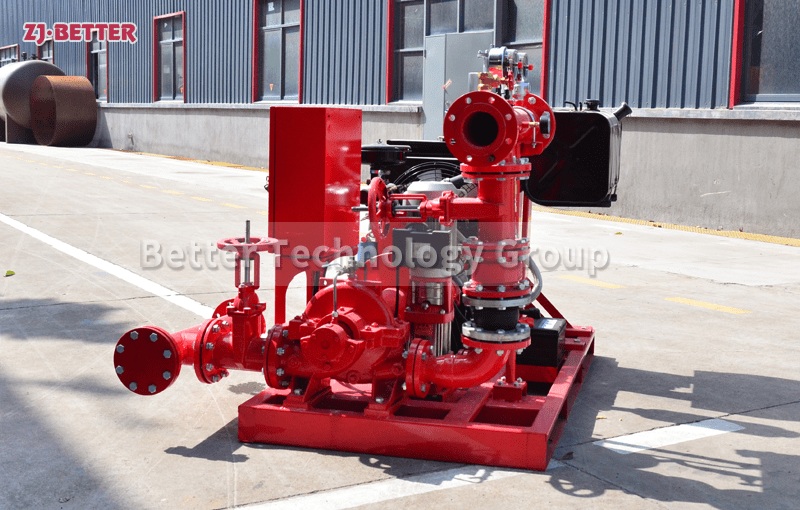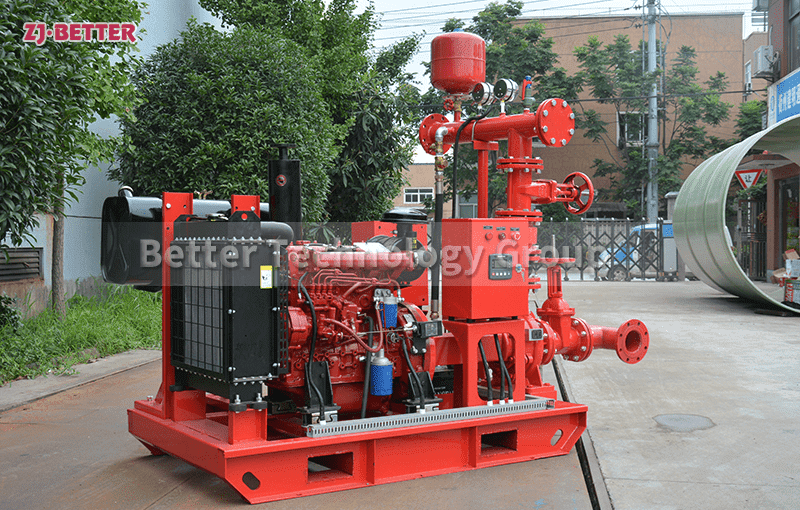
Customized diesel fire pump set (with control cabinet and fuel tank)
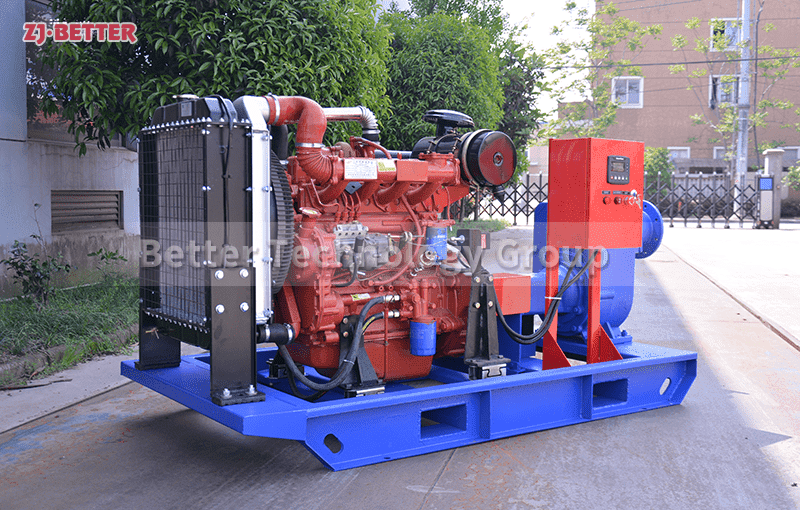
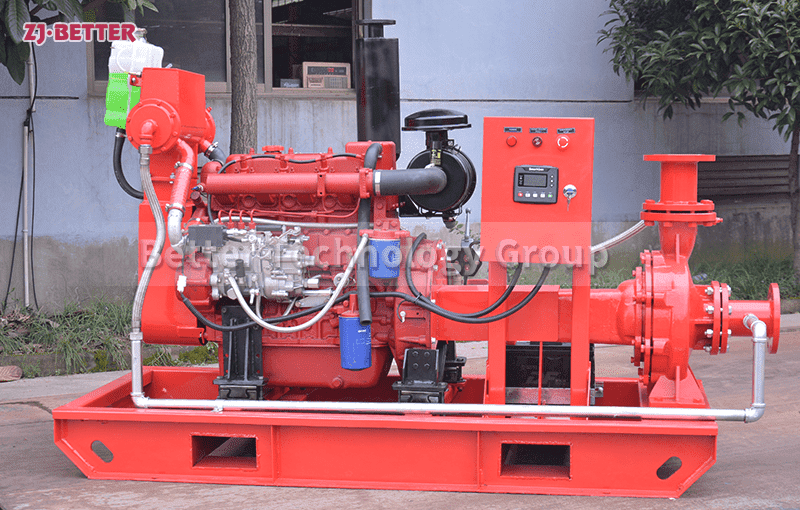
Diesel engine fire pump has the advantages of light weight, small size, flexible movement, quick start, fast water discharge time, large fuel tank capacity, corrosion resistance, reliable use, convenient maintenance, etc. Heavy duty pump bearings – longer life; other components are selected from high-quality copper and stainless steel or by customer. The diesel engine fire pump has a high-efficiency open impeller design, which can handle large solids and abrasive materials while maintaining high flow rates, and high-volume air handling can be used for more “well point dewatering projects”.
Built-in fuel tank runs longer, diesel fire pump automatically starts control panel, oversized inspection hole cover for easy cleaning. The part of the pump body and the pump cover of the diesel engine fire pump is split from the back of the impeller, which is the so-called rear door structure. The advantage is that the maintenance is convenient. During maintenance, the pump body, the suction pipeline, the discharge pipeline and the motor are not moved, and the rotor part can be withdrawn for maintenance only by removing the intermediate connecting piece of the coupling.