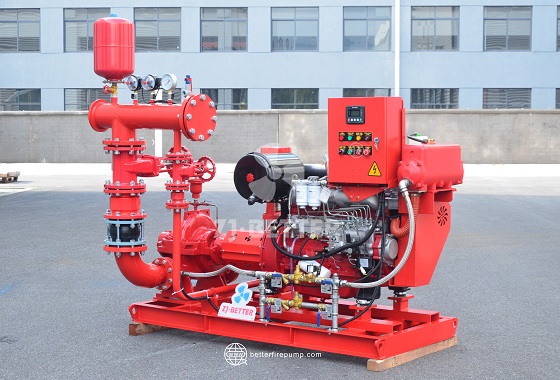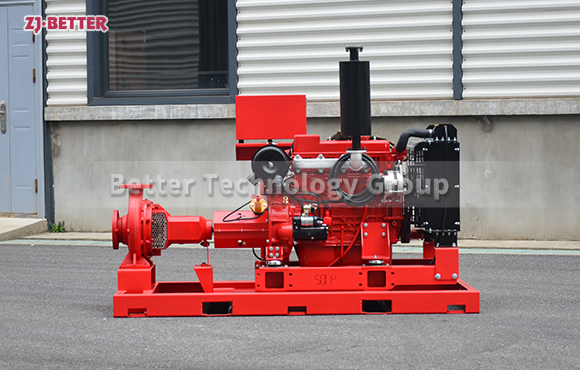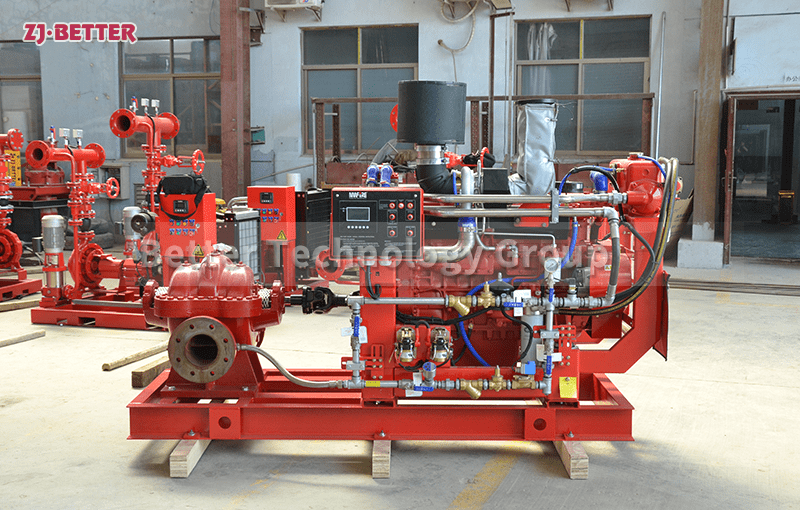
Diesel fire pump is a fire pump that is not affected by the mains
The diesel engine fire pump has automatic, manual and fault self-checking functions. It can monitor the working state of the whole process, restore the function of failure start, automatic pre-lubrication and automatic restart of preheating, so that the equipment start-up is safer and more reliable. It has the functions of central control room remote control, remote control and field bus connection. The battery is fully automatic floating charge (constant current, constant voltage, trickle charge) mode to ensure that the battery is in a standby state at any time. Diesel engine fire pump is easy to use, equipped with remote instrument and instrument, which can be connected to the control center as needed, easy to install and use, and easy to maintain.
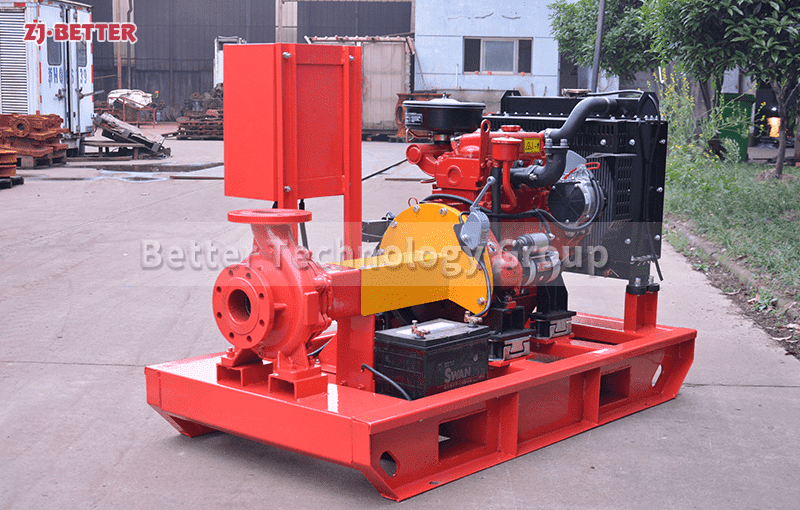
If the impeller of the diesel engine fire pump is balanced, the cavity with soft packing is connected to the inlet of the impeller. If the liquid at the inlet of the impeller is in a vacuum state, it is easy to take in air along the surface of the shaft sleeve, so a packing ring is installed in the packing cavity. Through the small hole in the pump cover, the pressure water in the pump chamber is led to the packing ring for sealing. If the impeller of the diesel engine fire pump does not have a balance hole, since the liquid pressure on the back of the impeller is greater than the atmospheric pressure, there is no air leakage problem, so the packing ring may not be installed.