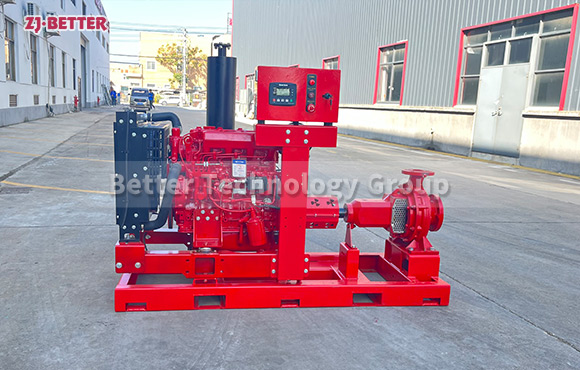
Diesel Engine End Suction Fire pumps Ensuring Reliability
Flow:50-5000 GPM
Head:3-16 Bar
Power:11-1000 kw
Frequency:50 or 60 Hz
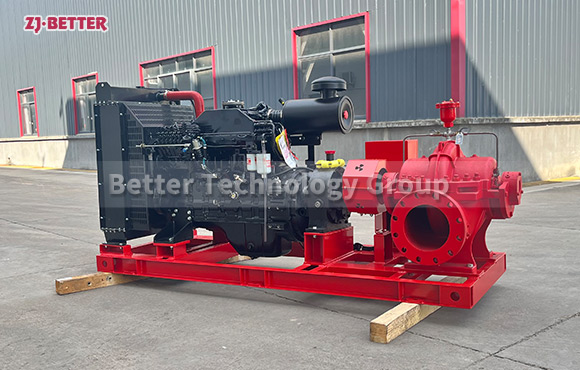
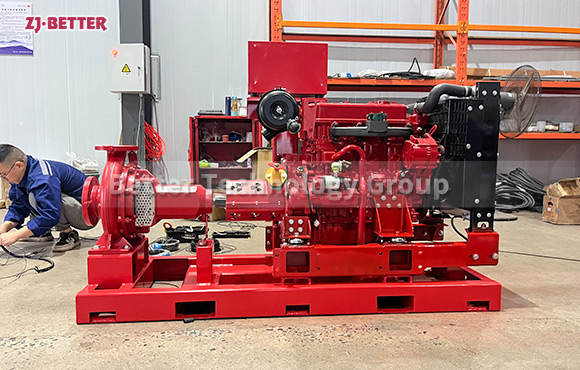
The Diesel Engine End Suction Fire Pump set is suitable for emergency firefighting scenarios, particularly ideal for high-rise water supply, building firefighting, central air conditioning water circulation, industrial process system circulation, cooling systems, boiler water supply, industrial water supply and drainage, water plant supply, irrigation in plantations, and more. This firefighting pump set is equipped for emergency rescues and can operate efficiently even during power outages. Moreover, its end-suction design simplifies operation and saves installation time.
Application: Suitable for various fire booster and pressure stabilization scenarios; various villas, residential communities, and fire systems; industrial and civil building firewater systems; places with high fire protection requirements such as oil depots and docks.
Permissible Media: Potable water, chilled water, firewater, and other media without abrasive impurities or long fiber impurities that cause chemical or mechanical corrosion to the pump. The permissible maximum medium temperature is 70 degrees Celsius, and the maximum ambient temperature is 40 degrees Celsius.