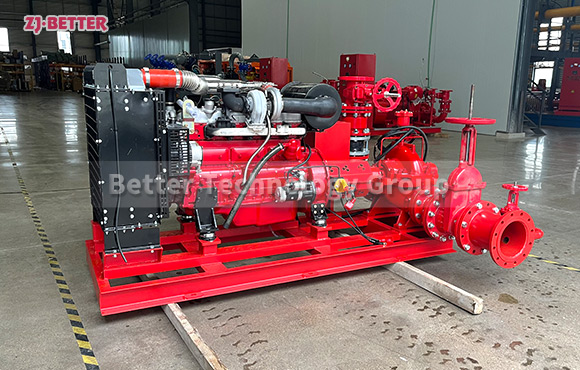
Fully Automatic Diesel Fire Pump Unit: Smart Control with Accurate Water Delivery
The fully automatic diesel fire pump unit is a modern firefighting solution that integrates efficient water delivery, intelligent control, and emergency response. Equipped with an advanced automatic control panel, this unit can start immediately upon fire signal detection without manual intervention, significantly enhancing emergency response time.
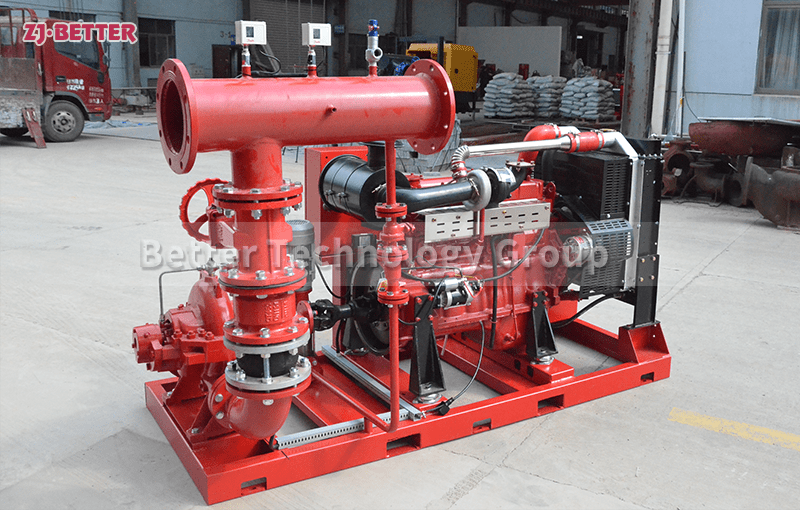
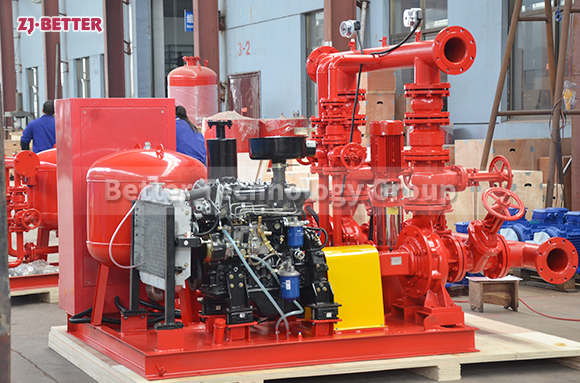
Powered by a high-performance diesel engine, it ensures uninterrupted operation even during power outages or electrical system failures. The system is equipped with pressure sensors, liquid level monitors, battery chargers, and automatic alarm functions, enabling 24/7 monitoring and precise water delivery.
Its compact, integrated structure simplifies installation and saves space, making it ideal for high-rise buildings, petrochemical facilities, warehouse complexes, and more. Certified for quality and reliability, this diesel fire pump supports customized flow and head specifications—making it an essential component in any modern fire protection system.
This enterprise is a modern manufacturer with years of deep cultivation in the fire pump industry, integrating R&D, design, production, sales, and service. It is dedicated to delivering efficient, reliable, and safe fire water supply solutions to customers worldwide. The product range includes diesel engine fire pump sets, electric motor fire pumps, automatic pressure-maintaining water supply equipment, control panels, and fully integrated pump stations. With a wide variety and high adaptability, these systems cater to personalized needs across different engineering applications.
The company operates a large-scale manufacturing facility covering tens of thousands of square meters and is supported by a highly skilled R&D team. Equipped with advanced CNC machining centers, laser cutting machines, automated welding lines, and comprehensive pump testing systems, the company adheres strictly to ISO9001 quality management standards. Every unit undergoes meticulous inspection and testing, ensuring smooth operation, rapid startup, stable flow rate, and precise pressure control before leaving the factory.
In terms of service, the company practices a “rapid response + full-cycle support” philosophy, offering comprehensive assistance from pre-sale consultation and solution design to on-site technical guidance and after-sales maintenance. Customized solutions are also available to meet project-specific requirements in complex environments.
Currently, its products have been successfully exported to over 50 countries and regions, including the Middle East, Southeast Asia, Africa, Europe, and South America. With excellent product performance, reliable delivery capabilities, and professional technical support, the company has built a solid reputation and long-term partnerships with clients worldwide.