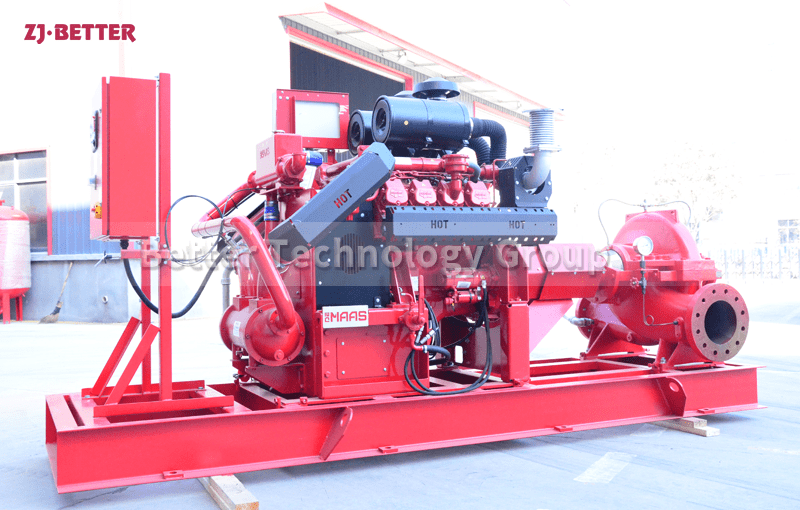
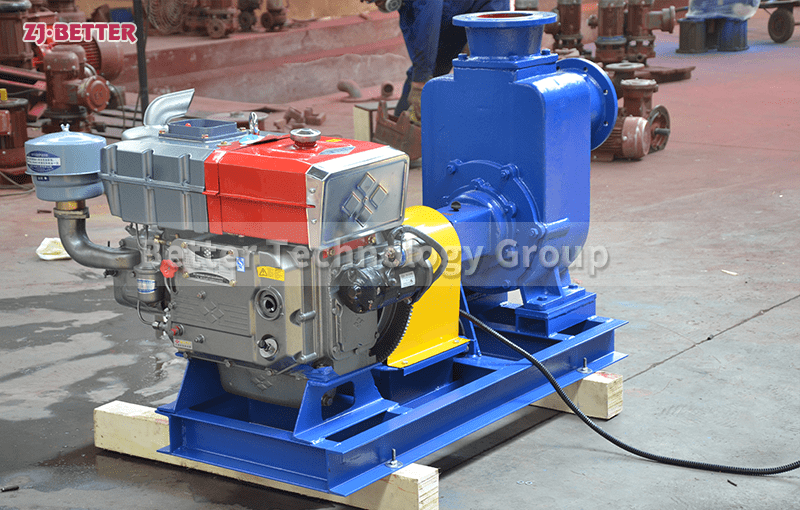
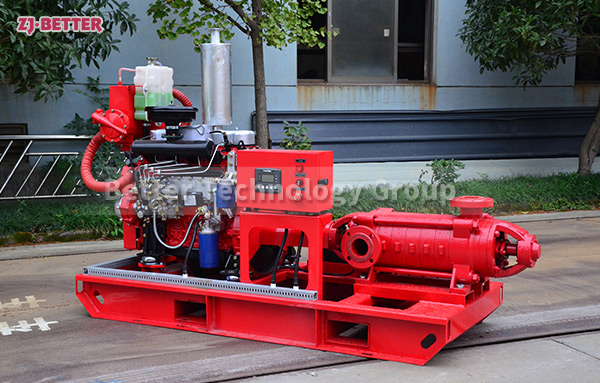
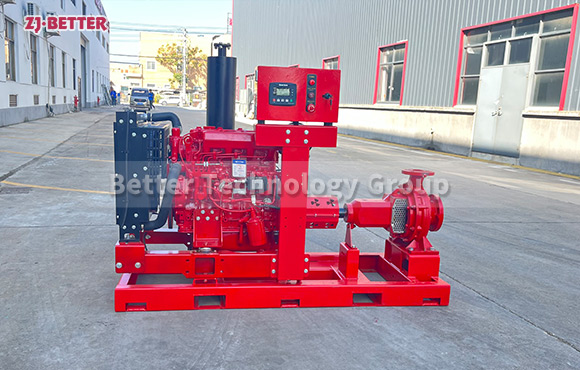
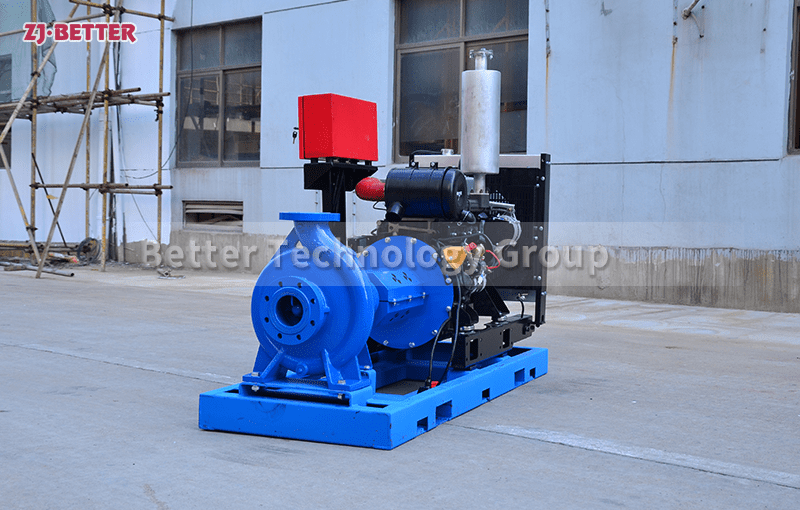
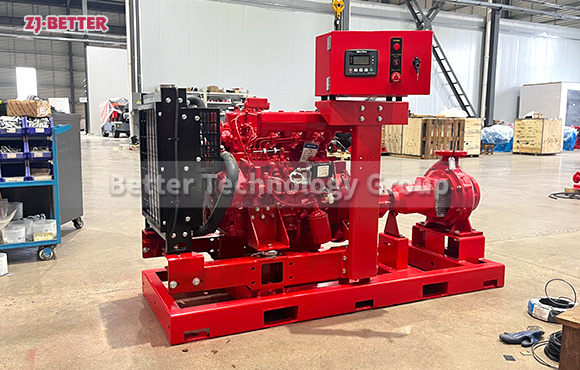
Diesel engine fire pump has good starting characteristics
The diesel engine used in the diesel engine power pump unit is made of domestic or imported high-quality products. It has good starting characteristics, strong overload capacity, compact structure, convenient maintenance, simple use, and high degree of automation. It is an advanced and reliable fire-fighting equipment.
The diesel engine power pump set is not limited by the power supply, which can better provide safety guarantee for fire emergency. At the same time, the speed regulation function of the diesel engine makes the use and performance of the unit equipment more extensive, and the adjustable performance of pressure and flow is further improved. With the continuous development of industrial automation, the company is also equipped with a self-developed automatic control system. All electrical appliances use well-known brand components at home and abroad, so that the usability and safety of the pump set are reliably guaranteed. It can fully meet various occasions of warehouses, docks, airports, petrochemicals, power plants, liquefied gas stations, textiles and other industrial and mining enterprises. Diesel engine fire pumps will play a more active role in my country’s modernization.