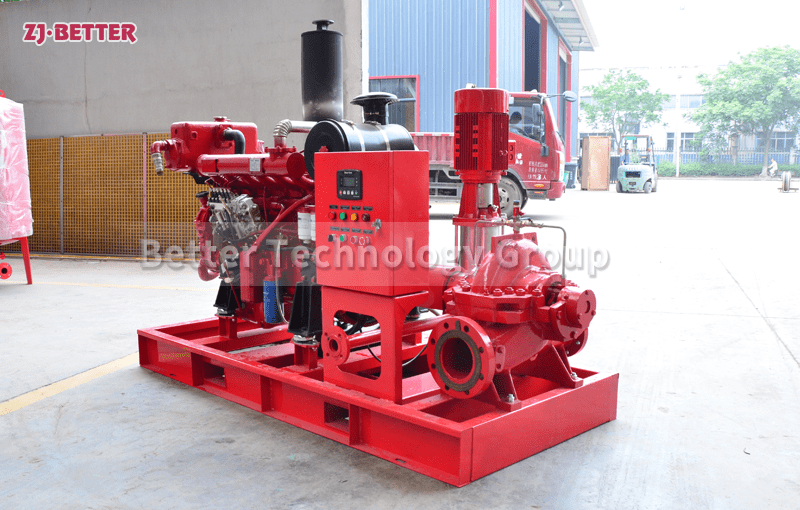
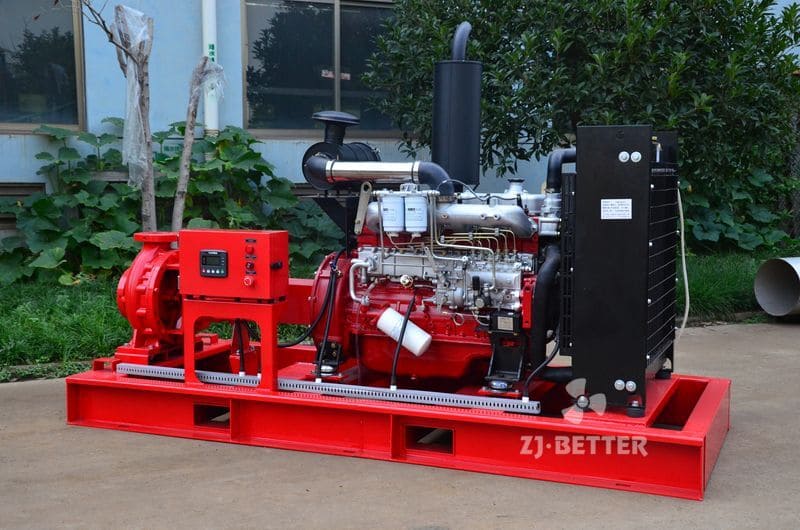
Diesel engine fire pump set automatically starts quickly
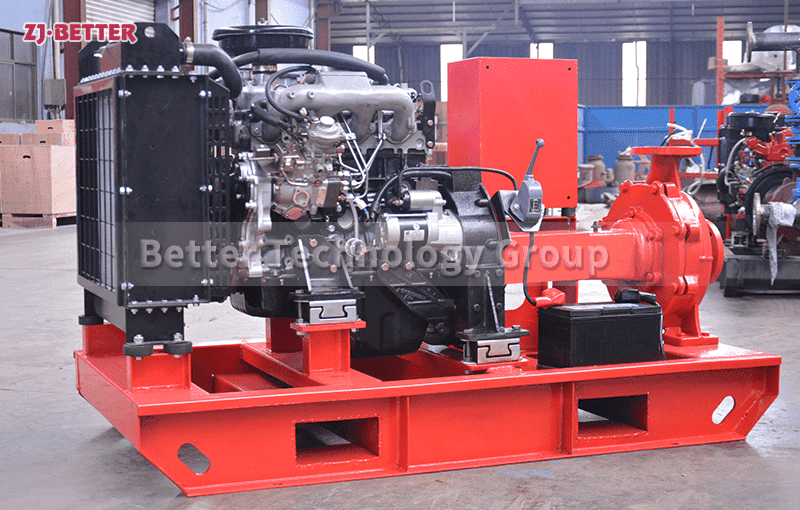
Diesel engine fire pump has the advantages of light weight, small size, flexible movement, fast start, fast water discharge time, large fuel tank capacity, corrosion resistance, reliable use, convenient maintenance, fast automatic start, self-starting, and can be refueled after dry operation . Heavy-duty pump bearings last longer; other components are made of high-quality copper and stainless steel or customer. Diesel engine fire pump high efficiency open impeller design can handle large solids and abrasives while maintaining high flow rates and high volume air handling for use in more “well point dewatering projects”.
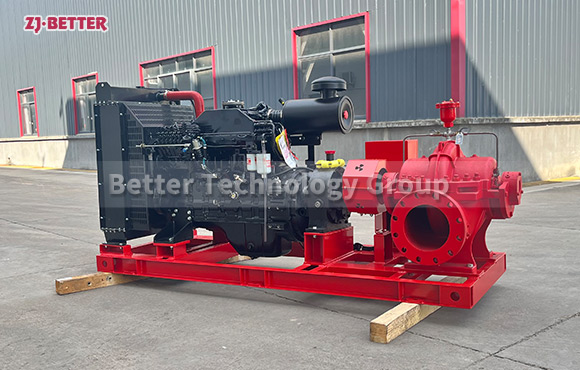
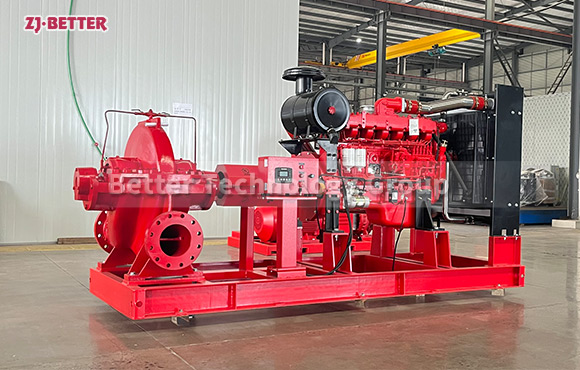
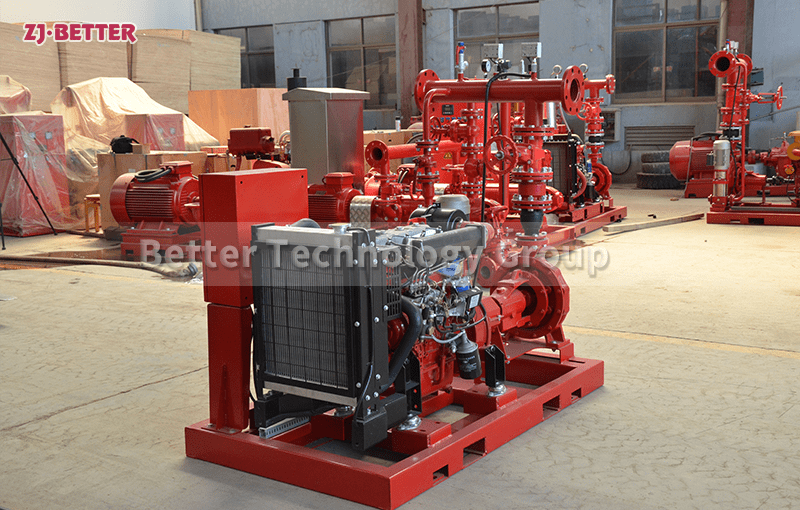
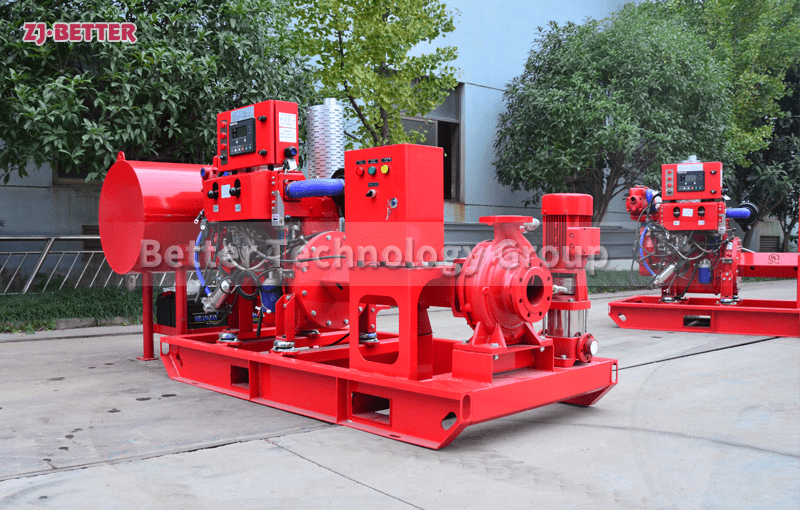
Fixed fire water supply equipment can use fire pumps driven by electric motors, or fire pumps driven by diesel engines. The international standard name of diesel engine fire pump set is “engineering diesel engine fire pump set”. It uses diesel engine as power to drive fire water pump, and outputs pressurized water or air foam mixture for fire extinguishing work.
When dual power supplies are required or in order to further improve reliability, fire water supply equipment often adopts fire pumps driven by diesel engines. After the various components of the diesel engine fire pump set have passed the strict certification test and passed the test, their reliability is much higher than that of the electric motor fire pump set.