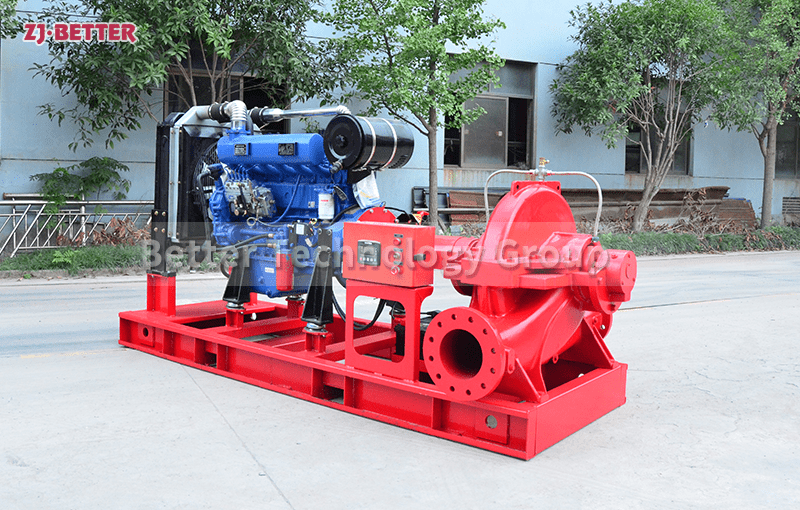
Product Introduction of XBC series diesel engine fire-fighting pump
XBC series diesel engine fire-fighting pump group is a new-style fire-fighting equipment developed in accordance with GB6245-98 and NEPA20 standard. The equipment has a wide range of pressure and temperature and can be used for almost every occasion necessary for fire-fighting.
The diesel engine fitted with the equipment is an excellent product domestic or imported, features good starting performance, strong overload capacity, compact structure, easy maintenance and use and high degree of automation. The equipment is really a fire-fighting one advanced and reliable in performance.
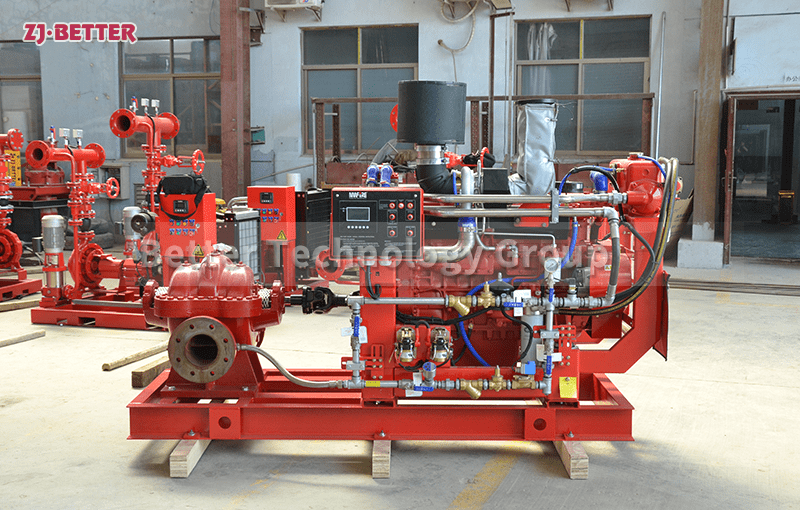
XBC series diesel engine fire-fighting pump group is a new-style fire-fighting equipment developed in accordance with GB6245-98 and NEPA20 standard. The equipment has a wide range of pressure and temperature and can be used for almost every occasion necessary for fire-fighting.
The diesel engine fitted with the equipment is an excellent product domestic or imported, features good starting performance, strong overload capacity, compact structure, easy maintenance and use and high degree of automation. The equipment is really a fire-fighting one advanced and reliable in performance.