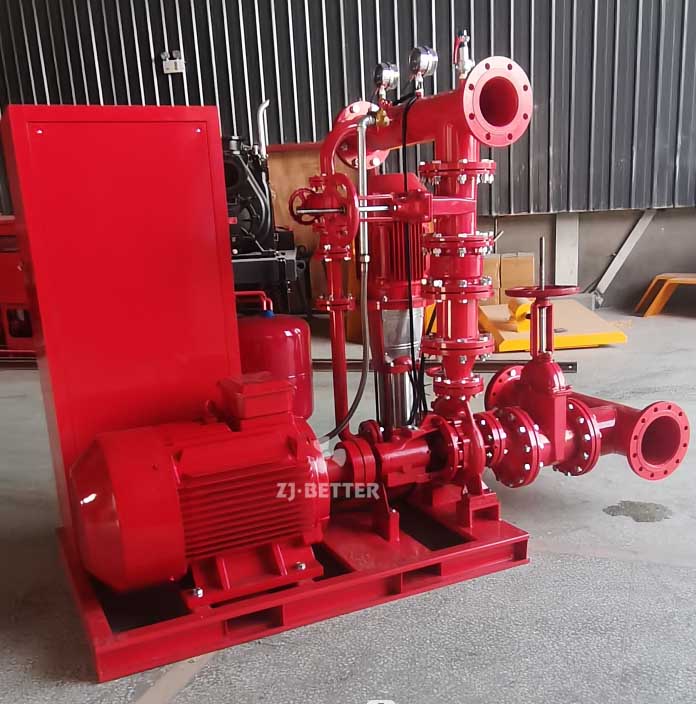
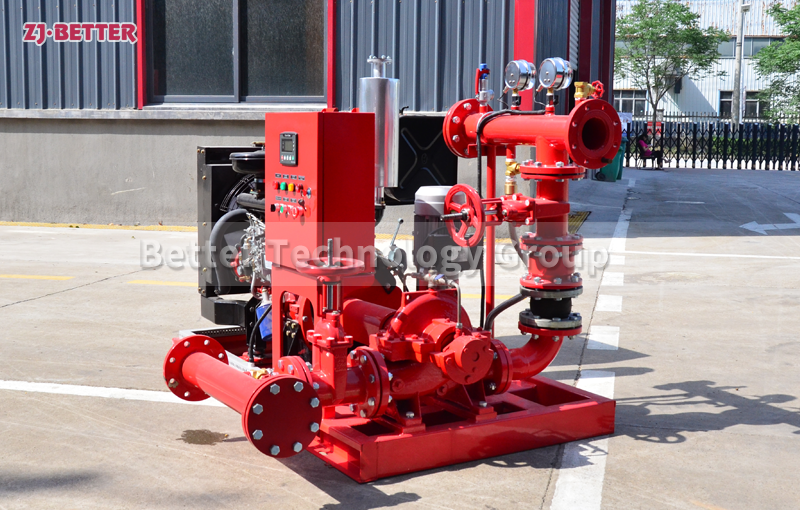
EDJ Fire Pump Set Manufacturers
Fire pump system is made of Electric+Diesel+Jockey pump
Operation: 1 Duty (electric) + 1 standby (diesel engine) + 1 Jockey
Capacity: 100, 150, 200, 300, 400, 500, 750, 1000…GPM with pressure 4, 5, 6, 8, 10… Bar.
Pressure vessel 25, 50, 75, 100…liters, pressure will be 0.6mpa, 1.0mpa, 1.6mpa, select according to pump head.
Application fields of complete fire pump set:
Used to transport clean water and liquids with similar physical and chemical properties to water;
The booster of the water works or water supply company;
Circulation and cooling systems, boiler feed water and industrial water supply and drainage in industrial process systems;
Farmland irrigation and drainage, air conditioning system, urban water supply and drainage, fire protection system.