Fire Water Pressure Stabilization Packages for Continuous System Readiness
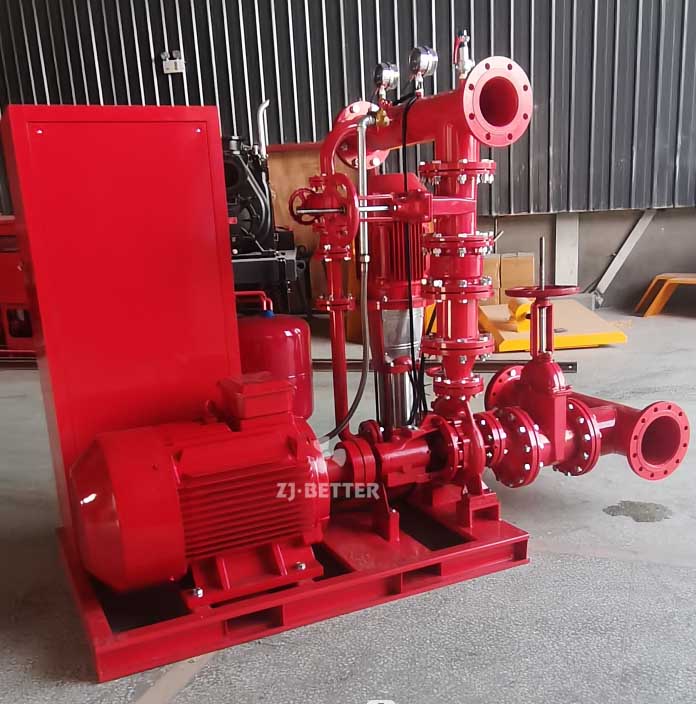
The dedicated fire-fighting water supply pressure stabilizing unit, which is on standby, integrates a fire-fighting main pump, a pressure stabilizing pump, a pressure tank, and an intelligent control system. It has advantages such as automatic pressure stabilization, continuous standby, rapid response, energy-saving operation, and long-term reliability. It is widely used in high-rise buildings, commercial complexes, industrial plants, hospitals, schools, and fire-fighting water supply systems, providing stable and reliable pressure protection and emergency water supply capabilities for modern fire protection projects.
In modern building fire protection systems, a stable and reliable fire water supply is a crucial foundation for ensuring effective fire emergency response. With the continuous development of high-rise buildings, commercial complexes, industrial parks, data centers, hospitals, schools, and large public facilities, the requirements for fire protection systems’ water supply equipment have moved beyond simply meeting flow and pressure demands. They now emphasize continuous standby capability, automatic pressure stabilization, rapid response, and long-term operational reliability. Fire water supply systems are in a standby state most of the time, but in the event of a fire, they must be able to start up within a very short time and continuously supply sufficient pressure and flow of fire water to the fire protection network. Therefore, dedicated fire water supply pressure stabilizing units for continuous standby have gradually become an important component of modern fire protection engineering. This equipment integrates the main fire pump, pressure stabilizing pump, pressure tank, control system, and piping components. Through intelligent control and automatic pressure regulation technology, it provides long-term stable pressure assurance for the fire protection network, ensuring that the entire fire protection system is always in optimal standby condition.
Continuous standby capability is the core value of fire water supply pressure stabilizing units. Traditional fire-fighting water supply systems are prone to problems such as pipeline pressure fluctuations, valve leaks, and system pressure drops during long standby periods. Pressure stabilizing units, however, monitor real-time pressure changes in the fire-fighting pipeline network through an intelligent monitoring system. When the pressure falls below the set value, the pressure-stabilizing pump automatically starts to replenish the pressure; it automatically stops operating when the pressure returns to the normal range, thus ensuring that the entire fire-fighting pipeline network maintains the pressure level required by design. This operating mode not only improves the reliability of the fire-fighting system but also effectively avoids equipment wear caused by frequent starts of the main fire pump, allowing fire-fighting equipment to maintain optimal working condition in the event of a fire.
Automatic pressure stabilization technology is one of the key performance advantages of this product. The equipment uses high-precision pressure sensors and an intelligent control system to detect pressure changes in the fire-fighting pipeline network in real time. Whether the pressure fluctuations are due to temperature changes or pressure drops are due to minor leaks, the system can quickly identify and automatically adjust. The pressure-stabilizing pump achieves automatic pressure compensation by precisely controlling the water replenishment, thereby maintaining long-term stable operation of the pipeline network. For projects with complex fire-fighting pipeline networks, such as large commercial complexes, high-rise buildings, and industrial parks, the automatic pressure stabilization function can significantly improve system operating efficiency and water supply reliability.
In fire emergency response, pressure stabilizing units also play a crucial role. Because the system consistently maintains its design pressure, the entire pipeline network does not require a lengthy pressure build-up process when a fire occurs and the main fire pump is activated. Firefighting water can reach fire hydrants, sprinkler systems, and other fire-fighting equipment more quickly, significantly shortening fire response time. Every second is critical for initial fire control, and dedicated standby fire-fighting water supply pressure stabilizing units create favorable conditions for rapid fire suppression by maintaining system pressure in advance.
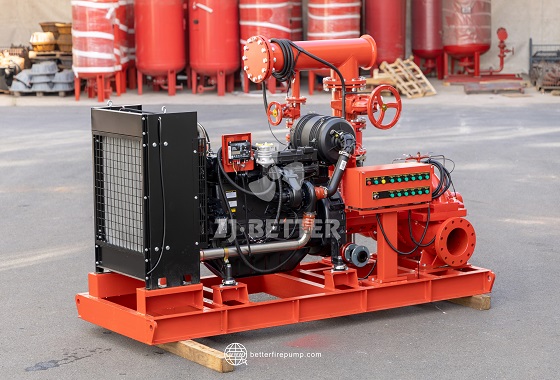
The equipment employs a high-efficiency motor drive system, featuring stable operation, low energy consumption, and simple maintenance. Pressure stabilizing pumps typically handle long-term standby and periodic pressure replenishment tasks; therefore, the equipment’s energy efficiency directly affects overall operating costs. Through optimized motor selection and pump hydraulic design, the equipment achieves efficient pressure compensation with low energy consumption. High-efficiency operation not only reduces building operating costs but also aligns with the development trends of modern green buildings and energy-saving projects. For long-term operating fire protection systems, the energy-saving advantages will translate into significant economic value.
Advanced pressure tank configuration further enhances system stability. As an energy storage and buffer device, the pressure tank absorbs pressure fluctuations in the pipeline network, reducing frequent start-stop cycles of the pressure-stabilizing pump. When a slight pressure change occurs in the system, the pressure tank first compensates, and the pressure-stabilizing pump only starts working after the pressure drop reaches the set range. This design not only improves the stability of system operation but also effectively extends the service life of the motor and pump body. For large-scale fire protection systems, the proper coordination between the pressure tank and the pressure-stabilizing pump can significantly improve the overall water supply quality and system reliability.
To meet the demands of modern fire protection engineering for intelligent management, the equipment is equipped with an advanced control cabinet and automated management system. The control system can realize multiple functions such as automatic operation, manual control, remote monitoring, fault alarm, and operation recording. Managers can view pressure parameters, operating status, and alarm information in real time through the display interface, promptly understanding the equipment’s operating status. When abnormal pressure, phase loss, overload, or other faults occur, the system can automatically alarm and take corresponding protective measures, effectively preventing equipment damage and system failure. Intelligent management not only improves safety but also reduces manual maintenance costs.
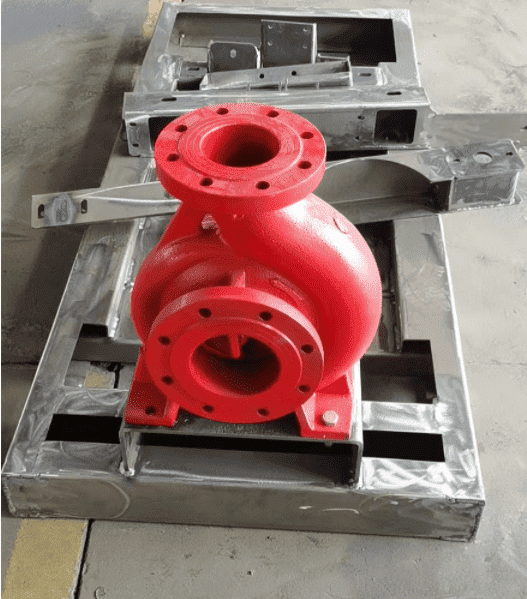
Reliability is one of the most important performance indicators of fire protection equipment. The dedicated fire-fighting water supply pressure stabilizing unit, designed for continuous standby, is manufactured to industrial-grade standards. Key components undergo rigorous quality testing and durability trials. The pump body is made of high-strength materials, possessing excellent corrosion resistance and wear resistance. The motor features high-level insulation, ensuring stable operation over extended periods. The control system utilizes mature and reliable electrical components, enhancing overall system safety. Even under prolonged standby and frequent testing conditions, the equipment maintains excellent performance, providing continuous support for the fire protection system.
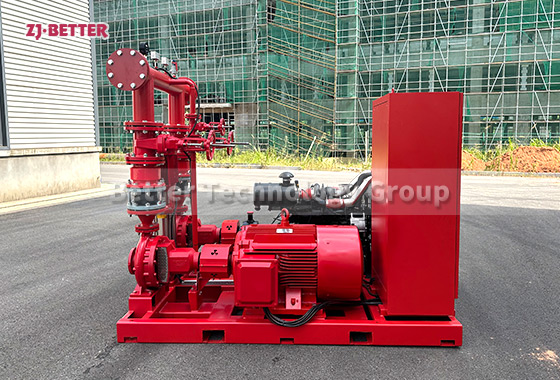
In terms of structural design, the equipment employs a modular integrated solution, integrating the fire pump, pressure stabilizing pump, pressure tank, control cabinet, and piping system onto a single base platform. The compact structure and small footprint facilitate transportation, installation, and maintenance. For building projects with limited machine room space, this integrated design effectively saves installation space and increases equipment layout flexibility. Furthermore, the standardized design shortens the installation cycle, reduces construction costs, and improves project implementation efficiency.
The equipment is widely applicable to various fire-fighting water supply scenarios. In high-rise residential projects, it ensures that fire hydrants and sprinkler systems maintain their design pressure over the long term; in commercial complexes and shopping malls, it provides stable water supply for complex fire protection pipe networks; in industrial plants and warehousing and logistics centers, it meets the pressure maintenance needs of large-area fire protection systems; and in critical facilities such as hospitals, schools, airports, and data centers, it provides more reliable fire safety assurance. Its wide range of applications makes it one of the most important pieces of equipment in modern fire protection engineering.
With the continuous expansion of building scale and the continuous improvement of fire safety standards, fire water supply systems have placed higher demands on equipment reliability and intelligence. Dedicated fire water supply pressure stabilizing units with continuous standby capability, thanks to their comprehensive advantages such as automatic pressure stabilization, continuous standby, rapid response, intelligent control, energy-saving operation, and long-term reliability, have become an important component of modern fire protection systems. They not only improve the operational stability of fire protection pipe networks but also shorten fire response time and enhance overall fire protection capabilities. For building projects pursuing high safety levels and high reliability, selecting high-quality fire water supply pressure stabilizing units is not only an important measure to meet fire protection regulations but also a crucial infrastructure investment to ensure the safety of people and property.