What are the advantages of this fire pump in high-pressure water supply?
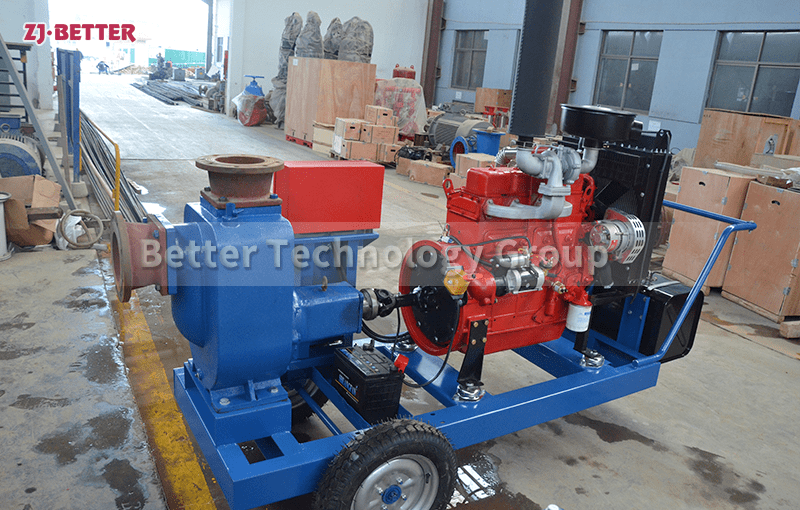
Our fire pump is renowned for its outstanding performance and reliability, specifically designed to respond to fire emergencies efficiently. It can start quickly in critical situations, ensuring a stable and efficient water supply. Whether in commercial buildings, industrial facilities, or public places, our fire pump delivers powerful performance and high head, swiftly transporting water to designated areas to ensure efficient firefighting operations.
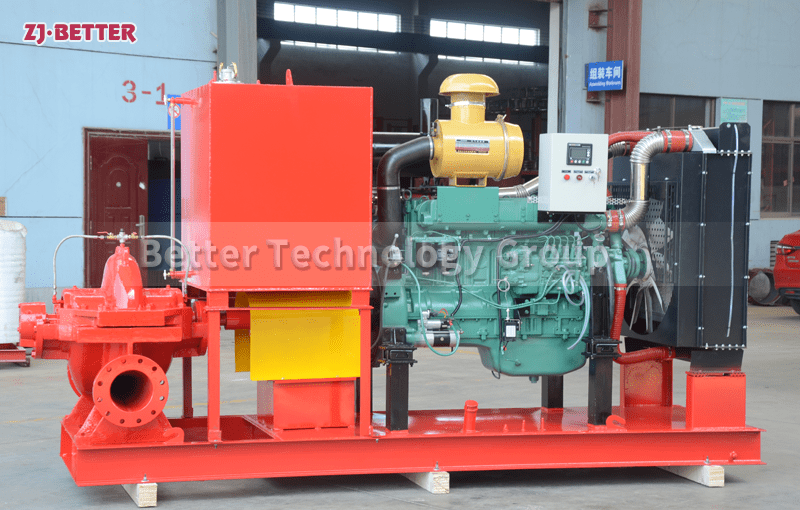
The product features advanced hydraulic design and an energy-efficient motor, which not only ensures smooth operation but also effectively reduces energy consumption and operating costs. Its low-noise characteristic makes it particularly suitable for environments with strict noise control requirements, maintaining quiet and reliable operation even during 24/7 use. High-quality materials and meticulous manufacturing processes provide excellent durability, enabling the pump to work stably for long periods in high-temperature, high-pressure, and corrosive environments.
Equipped with an intelligent control system, the fire pump offers real-time monitoring, remote control, and fault alarm functions. Through a high-definition display, operators can easily monitor the operational status and quickly access parameters such as flow rate, pressure, and temperature. The built-in alarm system promptly issues warnings in case of abnormal operation, minimizing safety risks. The user-friendly maintenance design makes routine servicing simpler, prolonging the pump’s lifespan.
We are committed to providing customers with reliable fire pump solutions, combining superior performance with user-friendly design to ensure comprehensive fire safety. Whether for new construction projects or equipment upgrades, our products are always your top choice.
Our company specializes in the research and production of fire pump equipment, committed to providing high-performance and reliable fire pump solutions for users worldwide. Our product lineup includes diesel fire pumps, electric fire pumps, and integrated fire pump systems, all characterized by high efficiency, energy savings, stability, and durability. These pumps respond quickly during fire emergencies, ensuring continuous water pressure and volume. With advanced manufacturing processes and strict quality control, all products are internationally certified and widely used in factories, commercial buildings, and municipal projects, earning the trust of users.