Diesel engine fire pump play a decisive role in firefighting industry
2019-04-11
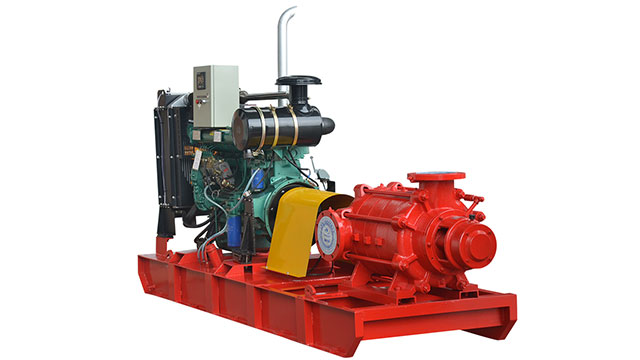
The diesel engine fire pump is mainly used for ship emergency fire protection, and is also applicable to industrial and mining enterprises, port terminals, warehouse yards and other places.
The diesel engine fire pump has the advantages of light weight, small size, flexible movement, quick start, fast water discharge time, large fuel tank capacity, corrosion resistance, reliable use and convenient maintenance. It can be automatically started and self-primed, and can be self-priming after dry running. Heavy duty pump bearings - long life; other parts are made of high quality copper and stainless steel or custom made. The high-efficiency open impeller design of the diesel fire pump can handle large solids and abrasive materials while maintaining high flow rates, and large-capacity air treatment can be used for more“well point precipitation projects”.
Diesel engine fire pump two-wheel trailer or single-wheel trailer can move the work site at any time, with a controlled floating gas-water separation system to ensure self-priming and improve starting efficiency - quickly adapt to field changes within a few minutes (mechanical seal available);
The built-in fuel tank runs longer. The diesel engine fire fighting pump automatically activates the control panel for easy cleaning of the oversized inspection hole cover. The pump body and the part of the pump cover of the diesel fire pump are divided from the back of the impeller, which is commonly referred to as the rear door structure. The utility model has the advantages that the maintenance is convenient, the pump body is not moved when maintaining, the suction pipeline, the discharge pipeline and the electric motor are removed during the inspection, and only the intermediate coupling can be removed, and the rotor component can be taken out for maintenance.
If the impeller of the diesel engine fire pump is balanced, the cavity with the soft packing is connected to the inlet of the impeller. If the liquid at the inlet of the impeller is in a vacuum state, it is easy to enter the air along the surface of the sleeve, so a packing ring is installed in the filling chamber. The pressure in the pump chamber is led to the packing ring through a small hole in the pump cover for sealing. If there is no balance hole in the impeller of the diesel engine fire pump, since the liquid pressure on the back of the impeller is greater than the atmospheric pressure, there is no gas leakage problem, so the packing ring may not be installed.
In order to avoid the wear of the diesel engine driven fire water pump, the shaft sleeve is protected by the shaft through the filling chamber. An O-ring seal is placed between the sleeve and the shaft to prevent air intake or water leakage along the mating surface. The transmission mode of the diesel engine fire pump is connected with the motor by lengthening the elastic coupling. The rotation direction of the pump is rotated clockwise from the driving end. The inlet and outlet flanges of the diesel engine fire pump are designed according to the pressure of 1.6Mpa, and the pipeline is convenient.




 English
English
 中文
中文