Multistage Fire Pump Equipment Improves Fire Safety in Large Industrial Facilities
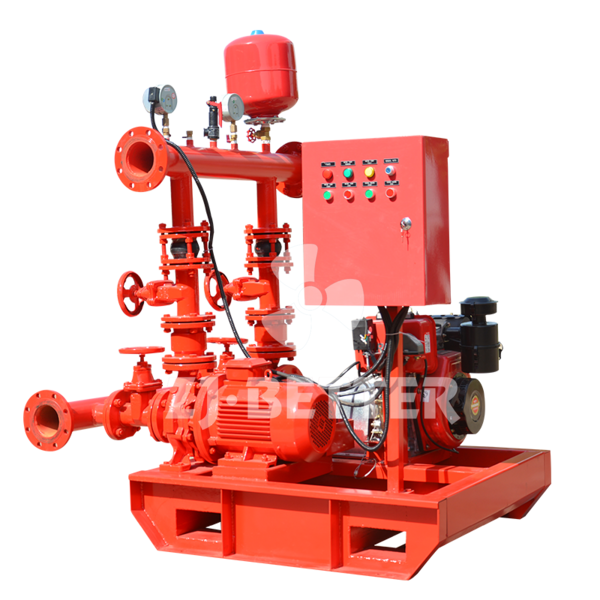
Multistage Fire Pump Equipment provides high-head pressure, long-distance water transfer, stable firefighting performance, and reliable emergency water supply for industrial facilities, power plants, petrochemical projects, warehouses, ports, and large-scale fire protection systems. Ideal for demanding fire safety applications requiring continuous high-pressure operation.
With the accelerating pace of global industrialization, large-scale industrial facilities are playing an increasingly vital role in modern economic development. Petrochemical industrial parks, energy and power projects, steel and metallurgical enterprises, mining bases, large-scale warehousing and logistics centers, ports and wharves, and modern manufacturing plants not only undertake important production tasks but also face complex and severe fire safety challenges. Because industrial production environments often contain numerous flammable, explosive, high-temperature, or high-value equipment, fires can spread rapidly, have a wide impact, and cause enormous economic losses. Therefore, establishing an efficient and reliable fire water supply system is a crucial foundation for ensuring the safe operation of industry. Among various fire-fighting equipment, multi-stage fire pumps, with their advantages of high head, high pressure, strong continuous water supply capacity, and stable operation, have gradually become the core equipment in the construction of fire protection systems for large-scale industrial facilities. Especially in environments requiring long-distance water transmission, high-rise water supply, or complex fire piping networks, multi-stage fire pump equipment can provide a continuous and stable fire water source, building a solid and reliable fire safety defense line for industrial facilities.
A multistage fire pump is a centrifugal pump system that uses multiple impellers connected in series. Through a multi-stage pressurization structure, it achieves higher pressure output and longer delivery distances than a conventional single-stage fire pump. Each impeller stage pressurizes the water flowing through the pump body, gradually increasing the water pressure and enabling the system to meet the high-lift fire water supply requirements of large industrial projects. In large industrial parks, fire protection pipe networks often have wide coverage, long water delivery distances, and complex building heights and equipment layouts. Ordinary fire pumps struggle to simultaneously meet the requirements of long-distance delivery and high-pressure water supply, while multistage fire pumps effectively solve this problem with their superior pressurization capabilities, ensuring the entire fire protection system maintains reliable operation at all times.
High-lift performance is one of the most significant advantages of multistage fire pumps. Large industrial facilities often have vast plant areas and complex fire protection pipe network structures, with potentially long delivery distances between the fire water source and the actual water usage points. Furthermore, some industrial projects include special building structures such as high-rise production workshops, tank areas, conveyor towers, and large equipment platforms, requiring the fire protection system to deliver water to higher locations. In this context, multi-stage fire pumps, through continuous pressurization via multi-stage impellers, can provide a head performance far exceeding that of ordinary fire pumps, ensuring that fire water can smoothly reach the furthest and highest-level fire-fighting equipment. Whether it’s an automatic sprinkler system, fire hydrant system, or fire monitor system, all can obtain sufficient and stable water supply support, thereby improving overall fire-fighting efficiency.
Stable pressure output capability is a crucial foundation for ensuring the reliable operation of a fire protection system. During a fire, the fire protection system needs to establish sufficient pressure within a very short time and maintain a stable state. Fluctuations in water supply pressure will directly affect the coverage and fire-fighting effectiveness of the sprinkler system. Multi-stage fire pumps employ advanced hydraulic model design and optimized impeller structure, enabling the equipment to maintain stable pressure output under various operating conditions. Even in complex situations such as simultaneous operation of multiple fire-fighting devices, large fluctuations in pipeline pressure, or long-distance transportation, the system can still continuously provide a balanced and stable water supply pressure, ensuring that fire-fighting facilities achieve optimal fire-fighting effects.
For large industrial facilities, continuous water supply capability is equally crucial. Industrial fires are typically large-scale and long-lasting, requiring fire-fighting equipment to maintain stable performance during extended operation. Multistage fire pumps utilize high-strength pump body materials, wear-resistant impeller structures, and heavy-duty bearing systems, enabling them to withstand long-term continuous operation. The equipment is designed with high-load operating conditions in mind, optimizing mechanical structure and fluid design to reduce wear and improve durability and stability. Even during prolonged firefighting operations, the equipment maintains high efficiency, providing continuous power support for firefighting efforts.
High-efficiency operation is one of the key technical characteristics of modern multistage fire pumps. As industrial projects increasingly demand energy conservation and environmental protection, firefighting equipment needs not only superior performance but also efficient operation. Multistage fire pumps employ advanced hydraulic design technology, optimizing impeller flow channels and guide vane structures to effectively reduce hydraulic losses and improve energy conversion efficiency. Compared to traditional fire pumps, they achieve higher efficiency output under the same water supply conditions, reducing energy consumption and operating costs. For large industrial facilities operating long-term, high-efficiency equipment can help enterprises achieve energy conservation and emission reduction goals while ensuring fire safety, thus improving overall economic benefits.
The application of intelligent control systems further enhances the management level and reliability of multistage fire pump equipment. Modern industrial fire protection systems increasingly emphasize automation and intelligent management. Through intelligent control cabinets and digital monitoring systems, equipment can monitor key parameters such as pressure, flow rate, current, voltage, and operating status in real time. When the fire protection system pressure drops to a set value, the equipment can automatically start and quickly establish water supply pressure. When abnormal conditions occur during system operation, the control system can promptly issue alarm signals and take protective measures to prevent the fault from escalating. Some advanced systems also support remote monitoring and data transmission functions, enabling managers to monitor equipment operation in real time through a network platform, improving the efficiency and response speed of fire protection facility management.
Reliability is one of the most critical performance indicators for fire protection equipment. Large industrial facilities have far higher requirements for fire protection systems than ordinary buildings, because failure of fire protection equipment can cause serious economic losses or even safety accidents. Multi-stage fire pump equipment adopts industrial-grade manufacturing standards and strict quality control processes. From raw material selection to production and processing to complete machine testing, every step undergoes rigorous inspection. Key components are manufactured using high-quality materials with excellent corrosion resistance and mechanical strength, capable of adapting to complex industrial conditions such as high temperature, high humidity, dust, and corrosive environments, ensuring reliable operation of the equipment at critical moments.
A rational structural design is also a significant advantage of modern multistage fire pumps. Large industrial projects typically have high requirements for equipment installation space and construction time, therefore fire-fighting equipment needs to balance performance and ease of installation. Multistage fire pump units adopt a modular design concept, allowing for flexible configuration of drive methods, control systems, and auxiliary equipment according to project needs. The overall structure is compact, occupying a small area, facilitating transportation and installation. Simultaneously, the equipment reserves ample maintenance space, making daily inspection and maintenance more convenient and efficient, reducing maintenance costs and improving equipment availability.
In industrial applications, multistage fire pump equipment widely serves various high-risk industries. In the petrochemical industry, tank farms, production areas, and hazardous materials warehouses require reliable protection from high-pressure fire water supply systems; in the power industry, generator sets, transformer areas, and transmission facilities have extremely high fire safety requirements; in the steel metallurgy industry, high-temperature production environments and areas with concentrated large equipment also require strong fire protection capabilities; in mining, port, and logistics warehousing projects, the need for long-distance water delivery and wide-area coverage further highlights the important value of multistage fire pumps. With its continuous and stable fire-fighting water supply capability, this equipment provides comprehensive safety assurance for various industrial facilities.
As global fire regulations and industry standards continue to evolve, industrial projects are increasingly demanding higher performance and reliability from fire-fighting equipment. Modern multi-stage fire pumps not only meet current fire regulations but can also be customized to suit specific project characteristics, including optimized configurations of flow range, head rating, drive method, and control mode. Through flexible design and professional solutions, the equipment can adapt to the fire standards of different countries and regions, providing reliable fire-fighting water supply support for the global industrial market.
In the future, with the development of intelligent manufacturing and digital technologies, multi-stage fire pump equipment will further integrate IoT, AI, and cloud platform technologies to achieve more intelligent operation and management. Through real-time data acquisition, remote monitoring, predictive maintenance, and equipment health management functions, future fire protection systems will be able to proactively identify potential risks and take preventative measures, thereby further improving system reliability and operational efficiency. Intelligent upgrades will not only reduce maintenance costs but also drive industrial fire protection systems towards greater efficiency, safety, and sustainability.
Overall, multi-stage fire pumps, with their high head, high pressure, long-distance water delivery capacity, continuous and stable operation, high efficiency and energy saving, and intelligent management advantages, have become an important component of fire protection systems for large industrial facilities. Whether in petrochemical, power energy, steel metallurgy, or large-scale warehousing and logistics projects, this equipment provides powerful and reliable water supply support for fire protection systems, responding rapidly to fire needs in critical moments and ensuring the safety of personnel and assets. As industrial projects continue to expand in scale and fire protection standards continue to rise, multi-stage fire pumps will play an even more important role in the future of fire protection engineering, contributing more professional and efficient fire protection solutions to global industrial safety construction.