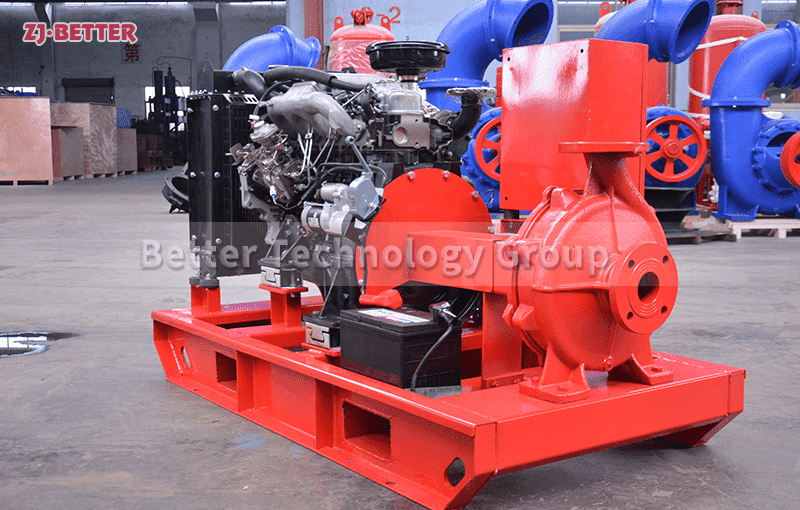
Industrial Diesel Fire Pump System – Strong Power and Long-Term Operation
Industrial-grade diesel fire pump units provide efficient firefighting support for industrial facilities through strong power, high flow output, durability and energy-saving design. They are suitable for emergency firefighting in high-temperature and high-pressure environments and power outages, ensuring long-term stable operation and reducing maintenance costs.
Fires in industrial facilities can cause severe damage. This is especially true in chemical plants, power plants, metallurgical plants, and large warehouses, where fire risks are high and the sources are complex. Firefighting efforts urgently require a stable and robust firefighting system. Industrial-grade diesel fire pump units are designed specifically for these specialized environments. Their superior performance, powerful power, and reliable stability make them indispensable equipment in industrial firefighting. Diesel-engine-driven fire pump units not only operate independently despite any power outage, but also boast exceptional water flow capacity, ensuring rapid and effective firefighting operations and safeguarding production safety, life, and property.
The most significant advantage of industrial-grade diesel fire pump units is their powerful power source. As their core drive unit, the diesel engine provides continuous power output even in the absence of power or during power outages. Compared to traditional electric fire pumps, diesel-driven systems ensure independent firefighting capabilities, even in complex and harsh fire environments. They are particularly suitable for remote areas with unstable or no power supply. The high efficiency and powerful power of the diesel engine enable this fire pump unit to quickly reach the required high water pressure, ensuring rapid water delivery to critical locations at the fire scene, significantly shortening firefighting response time.
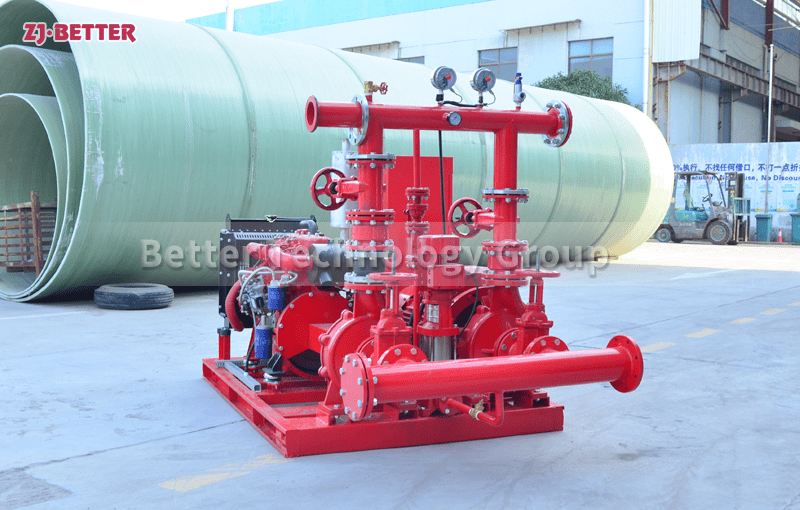
Another major advantage of diesel-powered fire pump units is their superior water output capacity. Utilizing efficient centrifugal pump technology, combined with the powerful power of the diesel engine, these units deliver continuous, high-flow water output. Whether extinguishing large-scale fires or extinguishing fires in high-rise buildings, industrial-grade diesel fire pump units provide sufficient water pressure to ensure smooth firefighting operations. With its high flow rate, the fire pump can quickly cover a wide area, effectively controlling the fire source, reducing the risk of fire spread, and improving firefighting efficiency. Its powerful water flow provides a stable water supply for various firefighting equipment, meeting the needs of different fire types.
Diesel fire pump units also offer exceptional durability and resistance to harsh environments. Industrial plants and large warehouses often experience complex operating environments, such as high temperatures, dust, and chemical gases. Traditional fire pumps can malfunction due to these environmental changes, compromising firefighting effectiveness. Industrial-grade diesel fire pump units utilize more durable materials and specialized designs to withstand high temperatures and highly corrosive environments, ensuring stable operation under extreme conditions. The pump body and other key components are typically constructed of corrosion-resistant metals, offering strong impact and wear resistance. This extends the unit’s service life and reduces repair frequency and maintenance costs.
Furthermore, diesel fire pump units are designed for high efficiency and energy conservation, ensuring low energy consumption even under high loads. Modern diesel engines utilize efficient combustion technology, delivering stronger power output with lower fuel consumption, significantly reducing operating costs. This is crucial for firefighting systems that require continuous operation for extended periods, particularly in large industrial facilities. By optimizing combustion efficiency, diesel fire pumps not only reduce operating costs but also minimize environmental impact, meeting modern industrial and environmental requirements.
Furthermore, diesel fire pump units are extremely easy to operate and maintain, having been designed with the demands of long-term, high-load operation in mind. The equipment is equipped with an easy-to-understand operation panel and intelligent control system, which monitors key parameters such as the pump’s operating status, pressure, and temperature in real time, ensuring optimal operation. If an abnormality occurs, the intelligent control system immediately issues an alarm and takes necessary protective measures, such as automatic shutdown or adjustment of operating parameters, to prevent equipment damage. Maintenance is also very convenient. The modular design of the diesel engine and pump body makes component replacement and repair faster and more convenient, significantly reducing repair complexity and costs.
An efficient cooling system is also a key feature of industrial-grade diesel fire pump units. Because diesel engines generate significant heat, the design of the cooling system is crucial. Industrial-grade diesel fire pump units are typically equipped with efficient water or air cooling systems to ensure that the diesel engine and pump body temperatures remain within safe ranges even under continuous high-load operation, thereby ensuring long-term stable operation. An efficient cooling system not only improves equipment efficiency but also extends its service life.
Furthermore, diesel fire pump units are generally highly adaptable and suitable for a variety of operating environments. Whether in urban buildings, industrial plants, or specialized areas such as mining sites, diesel engine-driven fire pumps can adjust their operating mode to meet specific needs. Its wide applicability enables this equipment to play a vital role in diverse fields and industries, meeting the emergency response needs of fires of all sizes. Diesel-driven fire pump units are particularly suitable for locations requiring remote water supply or high flow rates.
In short, industrial-grade diesel fire pump units, with their powerful power, high flow output, durability, energy efficiency, and easy maintenance, have become indispensable firefighting equipment in modern industrial facilities. Whether responding to fires in high-temperature and high-pressure environments or performing emergency firefighting in the event of a power outage or power outage, diesel-driven fire pumps provide powerful support, ensuring smooth fire suppression. With the continued growth of industrial facilities and large buildings, diesel fire pump units will play an even more crucial role in future firefighting systems, providing comprehensive protection for industrial and building safety.