High-Reliability Fire Pump Set: Core Power for Urban and Industrial Multi-Scenario Challenges
High-reliability fire pump sets provide stable and efficient emergency water supply solutions for cities and industrial sites. They feature fast start-up, continuous high-pressure water supply, intelligent control, energy-saving design, and durable structure. They are suitable for multiple scenarios such as high-rise buildings, underground spaces, chemical plants, and warehousing and logistics, ensuring reliable water source safety in the event of a fire.
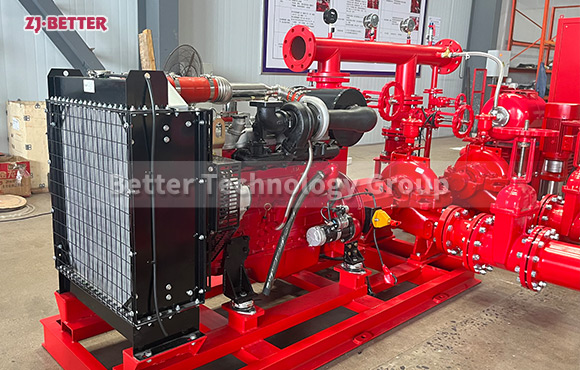
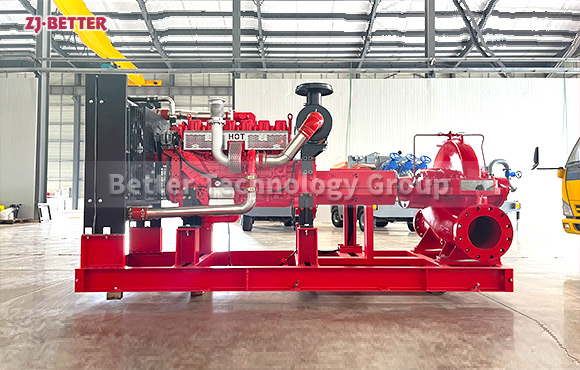
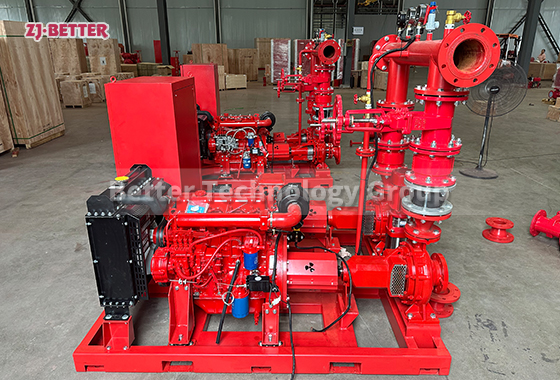
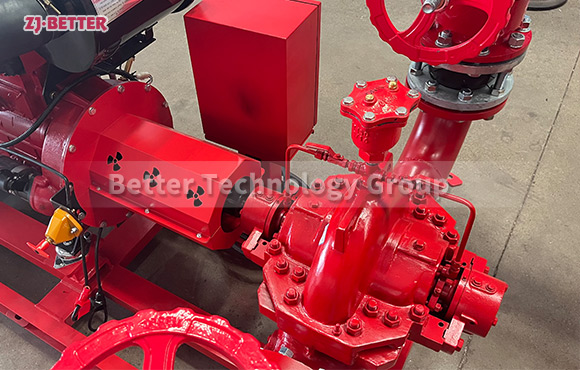
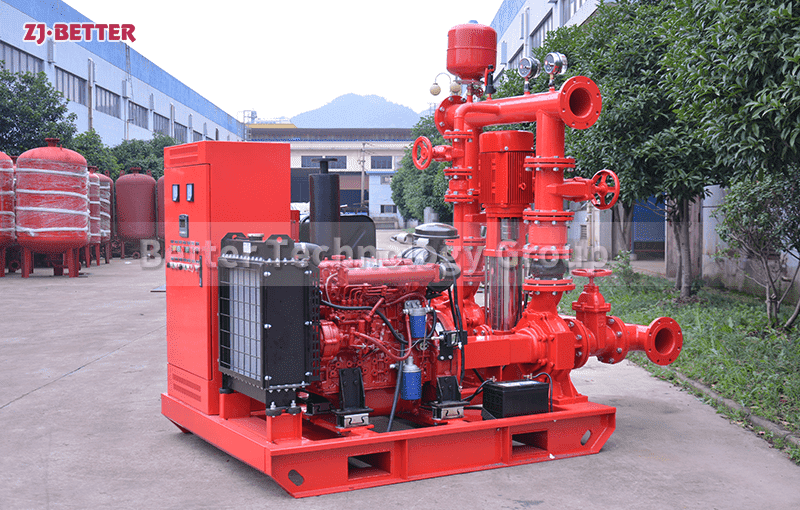
As a key component of modern building and industrial safety systems, high-reliability fire pump sets are tasked with rapidly providing a stable water source in the event of a fire. Their performance and quality directly determine the efficiency and safety of fire emergency response. As urban construction continues to expand, high-rise buildings, underground spaces, industrial plants, petrochemical parks, storage and logistics centers, and other locations are placing higher demands on fire protection systems. Simply relying on traditional water supply methods can no longer meet the diverse and complex needs of firefighting. The emergence of high-reliability fire pump sets is precisely to address these pain points, ensuring stable operation and maximum efficiency in a variety of complex scenarios. This pump set is designed with high standards and high reliability in mind. All core components have undergone precise calculations and rigorous testing to ensure a stable, high-pressure water supply under any conditions. The pump body is cast from high-temperature-resistant, corrosion-resistant, high-quality materials to ensure long-term operation without damage. The pump shaft and impeller structure are dynamically balanced to reduce vibration and noise during operation, thereby extending the life of the entire machine. The drive system can be configured with either an electric motor or a diesel engine according to the needs of different locations. When the power supply is stable, efficient drive can be achieved through the electric motor, while in remote areas or during power outages, the diesel engine can maintain continuous operation. This dual guarantee ensures that the fire protection system will not fail under any circumstances, greatly improving overall safety. High-reliability fire pump units not only excel in water supply capacity, but their control systems also feature intelligence and automation. Equipped with advanced control cabinets and monitoring devices, they can monitor the pump’s operating status, water pressure, water flow, and the working conditions of the motor or diesel engine in real time. In the event of an anomaly, such as insufficient pressure, motor failure, or excessive temperature, the system will immediately sound an alarm and automatically switch to backup mode to ensure uninterrupted water supply. This fully automatic control and remote monitoring function greatly reduces the pressure on manual oversight and improves the intelligence level of the entire fire protection system. In terms of performance, the pump unit can start up and reach rated flow and pressure in a short period of time, offering an extremely fast response time. This ensures sufficient water supply at the initial stage of a fire, minimizing the risk of fire spread. Furthermore, the pump unit supports long-term continuous operation and is highly resistant to high temperatures, maintaining stable output even during high-intensity firefighting operations, preventing downtime or efficiency degradation due to overheating. This highly reliable fire pump unit is highly adaptable across a wide range of applications, offering a suitable solution for fire protection needs in high-rise building fire protection networks, underground sprinkler systems, and high-risk areas such as large chemical plants, oil depots, and power plants. Its flexible configuration allows for single, dual, or multi-pump combinations based on project requirements, and seamless integration with supporting facilities such as pressure-stabilizing pumps, sprinkler pumps, and fire water tanks creates a comprehensive fire water supply system. For locations requiring both emergency and normal operations, the pump unit can also serve as a daily water supply, further improving resource utilization and reducing operating costs. In terms of energy efficiency, the fire pump unit optimizes its hydraulic design and fluid flow path to minimize energy loss and achieve high-efficiency operation. This ensures strong power output in the event of a fire while also effectively saving energy during daily operation, reducing energy expenditures and aligning with current trends in green energy conservation. Maintenance is also a major advantage of this equipment. Its simple design allows for easy assembly and disassembly, and its widely compatible accessories allow for quick inspection and replacement, minimizing downtime. The system also features built-in fault diagnosis, providing early warning of potential risks and preventing unexpected failures. Taking into account regional environmental variations, the highly reliable fire pump unit also boasts excellent adaptability, capable of stable operation in high and low temperatures, humid environments, and dusty conditions. Its high level of protection, including excellent waterproof, dustproof, and corrosion-resistant properties, makes it suitable for long-term service in a variety of harsh conditions. For urban firefighting systems, it not only enhances public safety but also demonstrates irreplaceable value in responding to large and complex fires. For the industrial sector, it is a key device for ensuring production safety and reducing fire losses. Overall, high-reliability fire pump sets have become an indispensable core force in modern cities and industrial fields with their excellent water supply performance, intelligent control systems, flexible configuration methods and excellent durability. Their value is not only reflected in the reliable protection during fire emergencies, but also in the continuous protection of safety in normal times, providing all-weather protection barriers for buildings and industrial facilities, and truly realizing efficient, safe and reliable fire water supply solutions.