Modular Fire Pump Set Designed for Multiple Fire Protection Applications
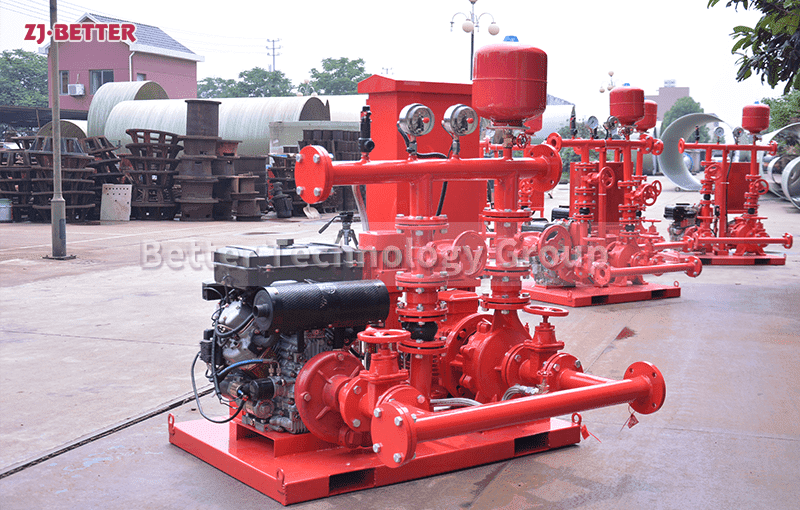
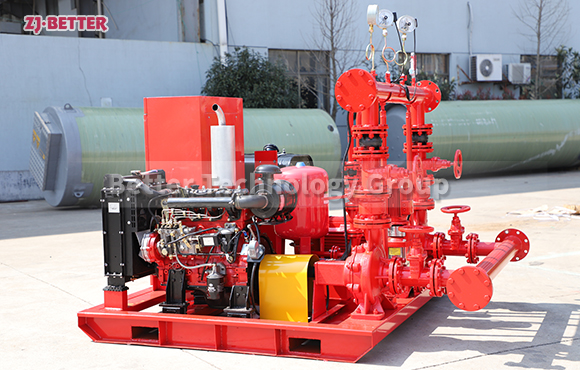
Modular packaged fire pump set designed for reliable and stable fire protection water supply, featuring high efficiency centrifugal pump, robust motor drive, integrated piping and intelligent control system, suitable for commercial buildings, industrial facilities and fire fighting systems requiring consistent pressure and long-term performance.
Modularly designed fire pump units are highly reliable fire-fighting water supply equipment developed specifically for various fire-fighting applications. Their core advantage lies in the high integration of the fire pump, drive motor, inlet and outlet pipelines, valve components, pressure stabilizing device, control system, and base structure. Through modular design, they achieve rapid deployment, stable operation, and flexible configuration, meeting the comprehensive requirements of different building types and fire protection systems in terms of flow rate, head, pressure stability, and response speed. These fire pump units typically use an electric motor as the drive source, enabling rapid startup upon receiving a fire signal and establishing stable fire-fighting water supply pressure in a very short time, providing continuous and reliable water support for fire hydrant systems, automatic sprinkler systems, and water mist systems. The modular structure ensures standardization and compatibility of each functional unit during the design phase. The pump body largely adopts a high-efficiency centrifugal structure, and the hydraulic model is optimized to ensure stable flow rate and head output under rated operating conditions while effectively reducing energy loss and improving overall operating efficiency. This makes them particularly suitable for fire-fighting operations requiring long-term continuous operation. The pump body is typically made of high-strength cast iron or ductile iron, and stainless steel flow components can be configured according to media requirements. It possesses excellent pressure resistance and corrosion resistance, maintaining stable performance over long periods under complex water quality conditions. The drive motor is selected according to fire-fighting specific operating conditions, possessing sufficient power reserve and good heat dissipation capacity. Even under high load and continuous operation, it maintains stable speed, avoiding performance degradation due to overheating or insufficient power. The modular fire pump unit adopts a rational layout in its piping system, with inlet and outlet pipe diameters precisely matched to pump body parameters. Components such as check valves, gate valves, and pressure gauges are configured according to fire protection system requirements, ensuring controllable water flow direction and visible pressure data, facilitating operation monitoring and daily inspection. The pressure stabilizing device, as an important component of the modular system, can automatically regulate the pipeline pressure in non-fire conditions, preventing frequent start-stop of the main pump due to minor leaks or pressure fluctuations, thereby extending equipment life and reducing energy consumption. In the event of a fire, the main fire pump can be quickly put into operation, ensuring the continuity and reliability of fire-fighting water supply. The control system is the core unit for the intelligent operation of a complete fire pump unit. It typically uses an independent control cabinet, reliably electrically connected to the pump unit, and features automatic start, manual start, fault alarm, and operating status display. It can automatically control the system based on fire signals or pressure changes, ensuring rapid response without manual intervention in emergencies. The modular design makes the control system more flexible in maintenance and upgrades, facilitating the addition of remote monitoring and linkage control functions according to project needs, thus improving the overall management level of the fire protection system. The base structure is constructed of high-strength steel and welded as a whole, with anti-corrosion treatment. This effectively absorbs vibrations during equipment operation, maintains the installation stability of the pump unit and pipelines, and reduces the long-term impact on the foundation. The modular base design also facilitates overall hoisting and on-site placement, significantly shortening the installation cycle. This type of complete fire pump unit is suitable for high-rise buildings, industrial plants, commercial complexes, warehousing and logistics centers, underground garages, and other locations with high requirements for reliable fire water supply. The modular combination allows for flexible matching to different fire protection system scales, achieving a balance between economy and performance while meeting regulatory requirements. From an operational reliability perspective, modular fire pump units are designed with the long-term standby capability and critical start-up requirements of fire equipment in mind. Key components are selected with high safety margins, resulting in a simple overall structure with few potential failure points, enabling stable operation in harsh environments or emergencies. In terms of performance, the equipment can continuously output stable pressure and flow under rated conditions, with minimal pressure fluctuations and slow hydraulic performance degradation, ensuring sufficient water supply throughout the firefighting process. Ease of maintenance is another significant advantage of modular design. The clear layout of functional modules and ample maintenance space allow for quick routine maintenance and periodic inspections, reducing subsequent operation and maintenance costs. In summary, modular fire pump units, through the organic combination of a high-efficiency pump body, reliable drive system, intelligent control unit, and stable structural base, achieve high adaptability to various firefighting application scenarios. They are indispensable key equipment in modern building and industrial fire protection systems, providing a long-term, stable, and sustainable fire water supply solution while ensuring fire safety.