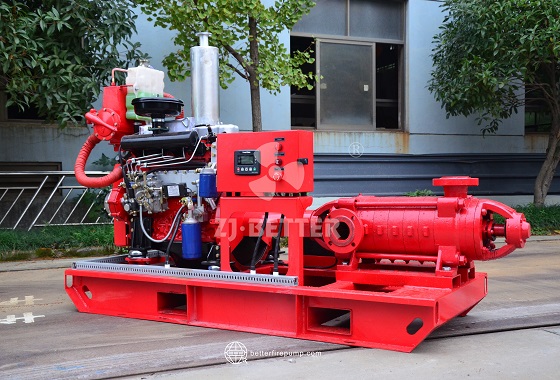
The dedicated fire-fighting water supply pressure stabilizing unit, which is on standby, integrates a fire-fighting main pump, a pressure stabilizing pump, a pressure tank, and an intelligent control system. It has advantages such as automatic pressure stabilization, continuous standby, rapid response, energy-saving operation, and long-term reliability. It is widely used in high-rise buildings, commercial complexes, industrial plants, hospitals, schools, and fire-fighting water supply systems, providing stable and reliable pressure protection and emergency water supply capabilities for modern fire protection projects.